http://www.shinetsu.co.jp/j/news/s20050810.shtml
擔杮宱嵪怴暦丂2004/8/19 丂丂丂丂丂丂丂丂丂敪昞
丂
愇攄丄攑僾儔偐傜愇壔尨椏丂嵞棙梡媄弍丄俇侽亾傪夞廂
丂愇愳搰攄杹廳岺嬈偼侾俉擔丄攑僾儔僗僠僢僋偐傜愇桘壔妛尨椏傪夞廂偟丄嵞棙梡偡傞媄弍傪奐敪偟偨偲敪昞偟偨丅夞廂棪偼栺俇侽亾偲崅偔丄幚梡壔偵摴傪奐偄偨丅擱椏傗僫僼僒偲偟偰儕僒僀僋儖偡傞媄弍偼偁傞偑丄晅壛壙抣偺崅偄愇壔尨椏偲偟偰埨掕揑偵夞廂偡傞媄弍奐敪偼弶傔偰偲偄偆丅崱擭搙拞偵侾侽攞偺戝偒偝偺幚徹僾儔儞僩傪寶愝偟攑僾儔偺怴偨側儕僒僀僋儖儖乕僩傪妋棫偡傞丅
丂懳徾偲偡傞攑僾儔惉暘偼億儕僄僠儗儞乮俹俤乯偲億儕僾儘僺儗儞乮俹俹乯丅僈儕僂儉僔儕働乕僩偲屇傁傟傞攑僾儔暘夝梡偺怗攠傪巊偄丄儀儞僛儞丄僩儖僄儞丄僉僔儗儞偺埈崌桘偱偁傞乽俛俿倃乿偲悈慺偵暘夝偡傞丅堛栻傗僾儔僗僠僢僋偺尨椏偵側傞俛俿倃偼丄尨桘崅側偳傪攚宨偵堷偒崌偄偑嫮偔昳敄忬懺偵側偭偰偄傞丅
丂愇攄偼墶昹帠嬈強乮墶昹巗乯偵侾帪娫偁偨傝侾僉儘偺攑僾儔傪張棟偱偒傞彫宆僾儔儞僩傪愝抲偟偰偄傞丅俹俤丆俹俹傪僙巵俀俁侽搙偱梟梈偡傞擬暘夝傗怗攠暘夝偺夁掱傪宱偰丄嵟廔揑偵悈慺僈僗偲塼懱偺俛俿倃偵暘偗傞丅侾僉儘偺俹俤丆俹俹偐傜栺俇侽侽僌儔儉偺俛俿倃傪夞廂丅僾儔儞僩偼侾侽侽帪娫楢懕偱塣揮偱偒傞丅
丂墶昹帠嬈強偵枅帪侾侽僉儘傪張棟偱偒傞幚徹僾儔儞僩傪寶愝偟丄埨掕壱摥偲夞廂棪岦忋傪恑傔傞丅愇壔尨椏儊乕僇乕偵嫤椡傪屇傃妡偗傞側偳帠嬈壔傪栚巜偡丅摨幮偼怴媄弍傪怴僄僱儖僊乕丒嶻嬈媄弍憤崌奐敪婡峔乮俶俤俢俷乯偵採埬偟丄俀侽侽侾擭搙偐傜偺婎斦媄弍尋媶懀恑帠嬈偲偟偰嵦戰偝傟偨丅奐敪婜娫偼俆擭娫偱丄帠嬈旓偼俉壄墌丅
2004擭8寧18擔 愇愳搰攄杹廳岺
攑僾儔僗僠僢僋偺崅岠棪愇桘壔妛尨椏壔媄弍傪奐敪
http://www.ihi.co.jp/ihi/ihitopics/topics/2004/0818-1.html
丂愇愳搰攄杹廳岺乮俬俫俬乯偼丄俶俤俢俷偺婎斦媄弍尋媶懀恑帠嬈偺埾戸帠嬈偲偟偰丄攑僾儔僗僠僢僋偺愇桘壔妛尨椏壔乮働儈僇儖儕僒僀僋儖乯偵娭偡傞奐敪傪峴偭偰偒傑偟偨偑丄攑僾儔僗僠僢僋乮億儕僄僠儗儞丄億儕僾儘僺儗儞乯偐傜栺俇侽亾偺愇桘壔妛尨椏偺夞廂偑壜擻側崅岠棪側儕僒僀僋儖僾儘僙僗偺奐敪偵惉岟偟傑偟偨丅
丂攑僾儔僗僠僢僋偺働儈僇儖儕僒僀僋儖偼奺曽柺偱尋媶偑峴傢傟偰偄傑偡偑丄擱椏傗僫僼僒傛傝晅壛壙抣偺崅偄愇桘壔妛尨椏偺夞廂傪壜擻偲偡傞僾儘僙僗偺奐敪偱惉壥傪弌偡偙偲偑偱偒偨偺偼偙傟偑弶傔偰偱偡丅
丂杮帠嬈偼丄摉幮偑攑僾儔僗僠僢僋傪岠棪傛偔暘夝偡傞偨傔偺怗攠乮僈儕僂儉僔儕働乕僩丗暯惉侾侽擭偵幒棖岺戝忋摴乮偆偊傒偪乯尋媶幒偑奐敪乯傪梡偄偰僾儘僙僗奐敪傪幚巤偟丄俶俤俢俷偵尨椏壔媄弍奐敪傪採埬偟偨傕偺丅暯惉侾俁擭搙偐傜侾俈擭搙偺俶俤俢俷偺婎斦媄弍尋媶懀恑帠嬈偲偟偰嵦梡偝傟丄摉幮偑崙棫戝妛朄恖幒棖岺嬈戝妛乮幒棖巗乯丄撈棫峴惌朄恖嶻嬈媄弍憤崌尋媶強杒奀摴僙儞僞乕乮嶥杫巗朙暯嬫乯丄恄撧愳導嶻嬈媄弍憤崌尋媶強乮恄撧愳導奀榁柤巗乯偲嫟摨偱幚巤偟偰偄傞傕偺偱偡丅
丂崱夞奐敪偟偨媄弍偼丄攑僾儔僗僠僢僋偺偆偪偺栺俆侽亾傪愯傔傞億儕僄僠儗儞乮俹俤乯丄億儕僾儘僺儗儞乮俹俹乯傪怗攠偵傛傝儀儞僛儞丄僩儖僄儞丄僉僔儗儞偺崿崌桘乮俛俿倃乯偲悈慺偵暘夝偡傞傕偺偱偡丅
丂杮僾儘僙僗偼丄俬俫俬撈帺奐敪偺帺摦慖暿憰抲偱暘暿偟偨俹俤丄俹俹傪栺俀俁侽亷偱梟梈偟丄擬暘夝憛偱暘夝偟偨擬暘夝僈僗傪怗攠暘夝憛偱暘夝丅惗惉偟偨僈僗傪暘棧婍偱悈慺僈僗側偳偲俛俿倃偺崿崌桘偲偵暘棧偡傞傕偺偱偡丅暘棧偟偨俛俿倃偼丄僾儔僗僠僢僋尨椏傗堛栻尨椏側偳偺愇桘壔妛尨椏偲偟偰嵞棙梡偑壜擻偱偡丅
丂杮僾儘僙僗偵傛傝丄攑僾儔僗僠僢僋乮俹俤丄俹俹乯侾倠倗偐傜俇侽侽倗偺俛俿倃傪夞廂壜擻偱偁傞偙偲偑幚徹偝傟偰偍傝丄夞廂棪偼栺俇侽亾偲戝曄崅岠棪偱偡丅
丂俬俫俬偱偼丄暯惉侾俆擭搙傑偱偵侾倠倗乛倛偺僾儔儞僩偱楢懕侾侽侽帪娫偺塣揮偵惉岟偟偰偄傑偡丅崱屻偼丄崱擭搙拞偵侾侽倠倗乛倛偺幚徹僾儔儞僩傪奐敪偟丄暯惉侾俈擭搙偺侾擭娫偱俬俫俬墶昹帠嬈強撪乮恄撧愳導墶昹巗堥巕嬫拞尨乯偵偍偄偰幚徹帋尡傪峴偆偲偲傕偵丄崱屻偺帠嬈壔偵偮偄偰懠幮偲偺傾儔僀傾儞僗側偳傕娷傔偨専摙傪峴偭偰偄偒傑偡丅
FujiSankei Business i. 2004/10/27
搶儗丄儕僒僀僋儖庽帀帠嬈傪奼戝
http://www.business-i.jp/news/chemical/art-20041026203530-TCHQDWLRRO.nwc
丂搶儗偼俀俇擔丄僾儔僗僠僢僋晹栧偛偲偵懳墳偟偰偒偨娐嫬懳墳惢昳偺奐敪傗儕僒僀僋儖傪墶抐揑偵悇恑偟丄儕僒僀僋儖庽帀帠嬈傪奼戝偡傞偲敪昞偟偨丅
丂俉寧偵愝抲偟偨乽僾儔僗僠僢僋娐嫬丒儕僒僀僋儖幒乿傪拞妀偵丄斕攧丄媄弍丄婇夋偺奺晹彁偐傜僗僞僢僼傪廤傔丄娐嫬攝椂宆僾儔僗僠僢僋帠嬈傪揥奐偡傞丅傑偨丄儐乕僓乕婇嬈偲偺嫟摨帠嬈傕愊嬌揑偵悇恑偟丄娐嫬娭楢偺攧忋崅傪俀侽侽係擭俁寧婜偺俁俁壄墌偐傜崱擭搙偼俇侽壄墌偵堷偒忋偘傞丅
丂僾儔僗僠僢僋儕僒僀僋儖偱偼丄岺応偺攑婞暔嶍尭偲暲峴偟偰惗嶻夁掱偱惗偠傞暃嶻暔偺嵞帒尮壔偵娭偡傞媄弍奐敪偵庢傝慻傓丅
丂懡嵤側儕僒僀僋儖庽帀傪彜昳壔偟丄暥嬶丒帠柋婡儊乕僇乕岦偗偵娐嫬攝椂宆慺嵽偲偟偰攧傝崬傓丅
丂儐乕僓乕婇嬈偲偺嫟摨帠嬈揥奐偵偮偄偰偼丄巊梡嵪傒惢昳偐傜庽帀尨椏傪嵞惗偡傞儕僒僀僋儖僔僗僥儉傪暋悢婇嬈偲嫟摨偱峔抸拞偺傎偐丄庡梫惢昳偺儕僒僀僋儖僔僗僥儉妋棫偵庢傝慻傓丅
丂傑偨丄怉暔桼棃偺娐嫬懳墳慺嵽偱偁傞億儕擕巁僾儔僗僠僢僋惢昳偺奐敪傕嫮壔丅愭峴偡傞慇堐惢昳偲楢摦偟偨帠嬈揥奐傪恑傔偰偄偔丅
2004擭10寧26擔 搶儗
乽僾儔僗僠僢僋娐嫬丒儕僒僀僋儖幒乿偺怴愝偵偮偄偰
亅娐嫬攝椂宆僾儔僗僠僢僋帠嬈偺杮奿揥奐亅
http://www.toray.co.jp/news/pla/nr041026.html
丂搶儗僌儖乕僾偼丄埨慡丒塹惗丒杊嵭丒娐嫬曐慡傪宱塩偺嵟桪愭壽戣偲偟偰宖偘丄抧媴娐嫬偺曐慡偲弞娐宆幮夛偺幚尰偵岦偗偰條乆側妶摦偵庢傝慻傫偱偄傑偡丅摉幮偼偦偺堦娐偲偟偰丄僾儔僗僠僢僋暘栰偵偍偗傞娐嫬懳墳妶摦傪杮奿揑偵悇恑偡傞傋偔丄杮擭8寧偵乽僾儔僗僠僢僋娐嫬丒儕僒僀僋儖幒乿傪怴愝偟傑偟偨丅
丂僾儔僗僠僢僋娐嫬丒儕僒僀僋儖幒偼丄斕攧丒媄弍丒婇夋奺晹彁偐傜偺儊儞僶乕偱峔惉偟丄嬤擭傑偡傑偡崅傑傞娐嫬懳墳傊偺幮夛僯乕僘偵慻怐墶抐偱懄墳偱偒傞懱惂偲偟傑偟偨丅摉幮偼偙傟傪婡偵丄偙傟傑偱僾儔僗僠僢僋暘栰偱屄乆偵揥奐偟偰偒偨娐嫬懳墳妶摦傪堦尦壔偟丄乬僾儔僗僠僢僋儕僒僀僋儖偺悇恑乭偲乬娐嫬攝椂宆惢昳偺奐敪乭傪廳揰僥乕儅偲偟偰丄娐嫬攝椂宆僾儔僗僠僢僋帠嬈偺堢惉奼戝傪恾傝傑偡丅
丂僾儔僗僠僢僋儕僒僀僋儖偱偼丄LCA(Life Cycle
Assessment丗娐嫬晧壸昡壙)偵偍偄偰桳棙偲偝傟傞儅僥儕傾儖儕僒僀僋儖傪拞怱偵丄儕僒僀僋儖價僕僱僗儌僨儖偺奐敪偲峔抸傪悇恑偟傑偡丅摉幮偼尰嵼丄岺応偺僛儘僄儈僢僔儑儞憗婜払惉傪栚巜偟偰愊嬌揑偵妶摦偟偰偄傑偡偑丄攑婞暔偺嶍尭偲暪峴偟偰惗嶻夁掱偵偍偗傞攈惗昳偺嵞帒尮壔偵偮偄偰傕媄弍奐敪傪恑傔偰偄傑偡丅摉幮偼崱屻丄偙偺嵞帒尮壔媄弍傪墳梡偟偰丄僶乕僕儞尨椏100%巊梡偲摨摍偺暔惈傪幚尰偟偨儕僒僀僋儖庽帀4惢昳(僫僀儘儞庽帀乬僄僐傾儈儔儞乭丄PBT庽帀乬僄僐僩儗僐儞乭丄ABS庽帀乬僄僐僩儓儔僢僋乭丄PPS庽帀乬僄僐僩儗儕僫乭)傪弴師巗応搳擖偟丄庡偵暥嬶丒帠柋婡婍儊乕僇乕傪僞乕僎僢僩偲偟偨僌儕乕儞峸擖朄懳墳偺僄僐僾儔僗僠僢僋帠嬈傪奼戝偟偰偄偒傑偡丅
丂傑偨丄幮撪偵偍偗傞嵞帒尮壔偺庢傝慻傒偲偲傕偵丄儐乕僓乕偲偺僞僀傾僢僾偵傛傞夞廂丒慖暿丒嵞惗偺儕僒僀僋儖僔僗僥儉峔抸傪悇恑偟傑偡丅摉幮偼婛偵ABS庽帀乬僩儓儔僢僋乭偵偮偄偰丄儐乕僓乕悢幮偲嫟摨偱巊梡嵪傒惢昳偐傜尨椏傪嵞惗偡傞儅僥儕傾儖儕僒僀僋儖偺嬶懱揑専摙偵擖偭偰偄傞傎偐丄偙偺偨傃丄巊梡嵪傒PPS僼傿儖儉乬僩儗儕僫乭偺夞廂尨椏偐傜幩弌惉宍梡偺PPS庽帀嫮壔僌儗乕僪偺奐敪偵惉岟偟丄UL搊榐傪宱偰斕攧傪奐巒偟傑偟偨丅崱屻偼偙傟傜偺幚愌偲媄弍僲僂僴僂傪妶偐偟丄摉幮庡梫惢昳偺儕僒僀僋儖僔僗僥儉妋棫偵偮偄偰奐敪専摙傪恑傔丄偙傟傑偱攑婞偺懳徾偲側偭偰偄偨僾儔僗僠僢僋惢昳偺嵞惗丒嵞棙梡偵堦憌峷專偟偰偄偒傑偡丅
丂埲忋偺儕僒僀僋儖價僕僱僗儌僨儖傪峔抸偟偰偄偔堦曽偱丄摉幮偼娐嫬攝椂宆僾儔僗僠僢僋帠嬈偺師側傞庡梫側拰偲偟偰丄僩僂儌儘僐僔側偳怉暔桼棃偺娐嫬偵桪偟偄慺嵽偱偁傞億儕擕巁(PLA)僾儔僗僠僢僋惢昳帠嬈偵杮奿嶲擖偟傑偡丅摉幮偺娐嫬攝椂宆惢昳偺摑崌僽儔儞僪偱偁傞乬僄僐僨傿傾乭傪姤偟丄婛偵摨彜昗偱愭峴偟偰偄傞慇堐惢昳偲堦懱壔偟偨巗応揥奐傪奐巒偟傑偡丅
丂僼傿儖儉暘栰偱偼丄搶儗撈帺偺僼傿儖儉旝嵶峔憿媄弍傪嬱巊偟偨乽廮擃惈億儕擕巁僼傿儖儉乿傪丄儔僢僾僼傿儖儉傪偼偠傔偲偟偨曪憰嵽椏傗岺嬈嵽椏偵揥奐偟偰偄偒傑偡丅傑偨丄僫僲儗儀儖偺旝暘嶶媄弍偵傛傝乽億儕擕巁僫僲傾儘僀乿偺奐敪偵惉岟偟偨偙偲傪庴偗偰丄幩弌惉宍暘栰偵偍偄偰傕丄偙傟傑偱懴擬惈傗懴媣惈偺柺偱幚梡壔偑崲擄偲偝傟偰偒偨揹婡丒揹巕婡婍傗帺摦幵晹昳側偳崅惈擻僾儔僗僠僢僋暘栰傊偺揥奐傕悇恑偟偰偄偒傑偡丅
丂搶儗偼1950擭戙偐傜慇堐惢昳偺働儈僇儖儕僒僀僋儖偵愭恑揑偵庢傝慻傫偱偒傑偟偨偑丄嶐崱偺抧媴娐嫬栤戣偺崅傑傝傪庴偗偰2001擭偵乽慡幮儕僒僀僋儖埾堳夛乿傪愝抲偟偨偺傪偼偠傔丄2002擭偵偼慇堐偺乽僩乕僞儖儕僒僀僋儖僔僗僥儉乿傪僗僞乕僩偡傞側偳丄帪戙偺梫惪偵墳偠偰娐嫬懳墳妶摦傪嫮壔偟偰傑偄傝傑偟偨丅摉幮偼乽僾儔僗僠僢僋娐嫬丒儕僒僀僋儖幒乿傪僿僢僪僋僅乕僞乕偲偟偰丄崱屻偼僾儔僗僠僢僋暘栰偵偍偄偰傕娐嫬攝椂宆價僕僱僗傪堢惉奼戝偟丄抧媴娐嫬偺曐慡偲弞娐宆幮夛偺幚尰偵岦偗偨妶摦傪堦憌悇恑偟偰傑偄傝傑偡丅
2004擭12寧06擔
俰俥俤僗僠乕儖姅幃夛幮
墫壔價僯儖崅楩尨椏壔僔僗僥儉偺杮奿壱摦
乣墫壔價僯儖偺働儈僇儖儕僒僀僋儖僔僗僥儉傪擔杮偱弶傔偰幚梡壔乣
http://www.jfe-steel.co.jp/release/2004/12/041206.html
丂JFE僗僠乕儖搶擔杮惢揝強乮嫗昹抧嬫乯偵偁傞墫壔價僯儖崅楩尨椏壔僔僗僥儉偑丄偙偺偨傃杮奿壱摦偄偨偟傑偟偨丅杮僔僗僥儉偼丄崱擭5寧偵壱摦傪奐巒偟偨傕偺偱丄杮擭搙偼擭娫偱栺3000僩儞偺巊梡嵪傒墫壔價僯儖傪庴偗擖傟丄儕僒僀僋儖偡傞尒崬傒偱偡丅
丂
丂偙偺墫壔價僯儖崅楩尨椏壔僔僗僥儉偼丄乮撈乯怴僄僱儖僊乕丒嶻嬈媄弍憤崌奐敪婡峔乮NEDO乯偺彆惉傪庴偗丄摉幮偲墫價岺嬈丒娐嫬嫤夛乮VEC乯乮仏1乯丄墫壔價僯儖娐嫬懳嶔嫤媍夛乮JPEC乯乮仏2乯丄乮幮乯僾儔僗僠僢僋張棟懀恑嫤夛乮仏3乯偑嫟摨尋媶傪峴偄丄幚梡壔偝傟偨墫壔價僯儖偺働儈僇儖儕僒僀僋儖乮仏4乯偱丄擔杮偱弶傔偰偺夋婜揑側儕僒僀僋儖僔僗僥儉偱偡丅
丂摉幮偱偼丄廬棃傛傝丄搶擔杮惢揝強乮嫗昹抧嬫乯偲惣擔杮惢揝強乮暉嶳抧嬫乯偵偍偄偰丄墫壔價僯儖埲奜偺梕婍曪憰僾儔僗僠僢僋摍偺崅楩尨椏壔儕僒僀僋儖帠嬈傪揥奐偟偰偒傑偟偨偑丄墫壔價僯儖偼崅楩撪偱墫壔悈慺傪惗惉偟偰晠怘偺尨場偲側傞偨傔丄尨椏偲偟偰偼棙梡偱偒傑偣傫偱偟偨丅偦偙偱摉幮偼丄1997擭傛傝JPEC偲嫟偵婎慴尋媶傪奐巒丄1998擭偵僷僀儘僢僩僾儔儞僩偱帋尡偟丄2000擭偐傜崱夞偺愝旛偱媄弍奐敪偵庢傝慻傫偱偒傑偟偨丅嶐擭偐傜幚攑婞暔巗応偐傜偺巊梡嵪傒墫壔價僯儖(擾嬈梡僼傿儖儉丄僷僀僾丄暻巻丄摍)傪庴偗擖傟傞幚徹幚尡傪巒傔丄崱擭5寧偵偼塩嬈塣揮傪奐巒丄偙偺偨傃巗応偐傜偺巊梡嵪傒墫壔價僯儖偺埨掕揑側巊梡丄夞廂懱惂偺妋棫偵栚張偑偮偒丄杮奿壱摦偵偄偨傝傑偟偨丅
丂墫壔價僯儖傪惢揝尨椏偵棙梡偡傞偨傔偵丄杮僔僗僥儉偱偼丄傑偢墫壔價僯儖傪柍巁慺暤埻婥壓偺儘乕僞儕乕僉儖儞撪偱忲偟從偒偵偟丄墫價偐傜岠棪傛偔墫壔悈慺傪暘棧偟傑偡丅偙偺寢壥摼傜傟偨屌懱忬扽壔悈慺暔傪崅楩偵偍偄偰僐乕僋僗戙懼偺尨椏偲偟偰巊梡偡傞偲摨帪偵丄暘棧偟偨墫壔悈慺偼墫巁偲偟偰夞廂偟丄峾斅偺巁愻摍偵桳岠棙梡偟偰偍傝傑偡丅
丂崱夞偺墫壔價僯儖崅楩尨椏壔僔僗僥儉偺杮奿壱摦偵傛傝丄摉幮偱偼丄5戝庽帀乮仏5乯偡傋偰偺儕僒僀僋儖偑壜擻側懱惂偑妋棫偱偒傑偟偨丅崱屻傕偝傜側傞媄弍偺岦忋傪恾傝丄崅岠棪偱暆峀偄儕僒僀僋儖帠嬈傪揥奐偟偰傑偄傝傑偡丅
亂拲亃
乮1乯 墫價岺嬈丒娐嫬嫤夛乮VEC乯丗
丂墫壔價僯儖庽帀惢憿夛幮媦傃偦偺尨椏偱偁傞墫價儌僲儅乕惢憿夛幮崌傢偣偰10幮偱峔惉偝傟偰偄傞丅愝棫偼暯惉10擭偱丄慜恎偼乽墫壔價僯儖岺嬈嫤夛乿偱偁傞丅墫壔價僯儖庽帀岺嬈偵娭偡傞娐嫬丄埨慡栤戣偺挷嵏丒尋媶傪峴偄丄墫壔價僯儖庽帀偵娭偡傞惓偟偄棟夝偺晛媦傪恾傞偲偲傕偵墫壔價僯儖庽帀岺嬈偺寬慡側敪揥偵婑梌偡傞丅
乮2乯 墫壔價僯儖娐嫬懳嶔嫤媍夛乮JPEC乯丗
丂墫價岺嬈丒娐嫬嫤夛媦傃墫壔價僯儖庽帀偺儐乕僓乕抍懱摍偱峔惉偝傟偰偍傝丄惓夛堳偲巀彆夛堳傪崌傢偣偰9抍懱偑壛柨偟偰偄傞丅愝棫偼暯惉3擭丅墫壔價僯儖庽帀媦傃惢昳偺娐嫬栤戣夝寛媦傃儕僒僀僋儖悇恑偵帒偡傞媄弍奐敪丒挷嵏尋媶傪幚巤偡傞偲偲傕偵丄墫壔價僯儖庽帀媦傃惢昳偵娭偡傞惓偟偄忣曬偺採嫙偲晛媦偵搘傔傞丅
乮3乯 (幮)僾儔僗僠僢僋張棟懀恑嫤夛丗
丂崌惉庽帀傪惢憿偟偰偄傞夛幮媦傃抍懱偱峔惉偝傟偰偍傝丄婇嬈夛堳19幮丄抍懱夛堳3抍懱媦傃巀彆抍懱5抍懱偑壛柨偟偰偄傞丅愝棫偼徍榓46擭丅攑僾儔僗僠僢僋傪揔愗偵張棟偟丄儕僒僀僋儖僔僗僥儉傪妋棫偡傞偨傔偺尋媶奐敪媦傃偦偺晛媦傪恾傞丅
乮4乯 働儈僇儖儕僒僀僋儖丗
丂擬暘夝傗壔妛斀墳摍偺壔妛揑庤朄傪梡偄偰丄娨尦嵽側偳偺尨椏偲偟偰桳岠偵棙梡偡傞偙偲
乮5乯 5戝庽帀丗
丂曪憰僼傿儖儉側偳偺掅枾搙億儕僄僠儗儞乮LDPE乯丄儃僩儖梕婍側偳偺崅枾搙億儕僄僠儗儞乮HDPE乯丄僉儍僢僾傗僶儞僷乕側偳偺億儕僾儘僺儗儞乮PP乯丄怘昳梕婍側偳偺億儕僗僠儗儞乮PS乯丄偦偟偰擾價丒儗僓乕傗僷僀僾側偳偺墫壔價僯儖庽帀乮PVC乯
2005/5/7丂枅擔怴暦梉姧
僾儔僗僠僢僋偛傒丄搒巗僈僗偵曄姺丂嶻嬈憤尋偑惉岟丂侾擭敿偱幚梡壔丂儕僒僀僋儖抏傒
丂僾儔僗僠僢僋偛傒偐傜搒巗僈僗偑偱偒傑偡乕乕丅億儕僄僠儗儞側偳偺攑僾儔僗僠僢僋傪壛擬張棟偟丄儊僞儞傗僀僜僽僞儞側偳搒巗僈僗偵傕巊傢傟偰偄傞擱椏梡偺僈僗傪庢傝弌偡偙偲偵丄撈棫峴惌朄恖丒嶻嬈媄弍憤戜尋媶強(堬忛導偮偔偽巗)側偳偺尋媶僌儖乕僾偑惉岟偟偨丅僈僗偼張棟旓梡偺2攞埲忋偺壙奿偱攧媝偱偒傞尒捠偟偱丄僾儔僗僠僢僋偺儕僒僀僋儖偑戝偒偔恑傒偦偆偩丅搶嫗搒撪偱奐偐傟傞愇桘妛夛偱17擔偵敪昞偡傞丅
丂桳尷夛幮丒崅暘巕暘夝尋媶強(崟栘寬幮挿)偲嫟摨尋媶偟偨丅僈僗偵偱偒傞偺偼丄攦偄暔戃傗愻嵻梡儃僩儖側偳偵巊傢傟傞億儕僄僠儗儞傗億儕僾儘僺儗儞丅偙傟傜偺攑僾儔僗僠僢僋傪嵱偄偰嵒偲崿偤丄僗僥儞儗僗娗偵擖傟偰壛擬偡傞丅僾儔僗僠僢僋偼梟偗丄擬偝傟偰婥懱偵側偭偰偼彮偟椻偊偰塼懱偵栠傞丅
丂偙偺孞傝曉偟偱丄搳擖偟偨攑僾儔僗僠僢僋偺偆偪70乣94%傪丄儊僞儞丄僀僜僽僞儞側偳偺擱椏梡僈僗偵曄壔偝偣傞偙偲偵惉岟偟偨丅嵒偲崿偤傞偙偲偱丄攑僾儔僗僠僢僋慡懱傪傑傫傋傫側偔壛擬偱偒丄岠棪傪忋偘傜傟偨丅
丂僈僗1僉儘傪摼傞偺偵昁梫側旓梡偼栺50墌丅偱偒偨僈僗偼1僉儘120墌偱斕攧偱偒傞丅偡偱偵戝検張棟堦曕庤慜偺彫宆憰抲偑姰惉偟丄1擭敿偐傜2擭偱幚梡壔偑壜擻偲偄偆丅
丂攑僾儔僗僠僢僋偺儕僒僀僋儖偵偼廬棃丄壔妛張棟偟偰廳桘傪庢傝弌偡曽朄偑偁偭偨丅偟偐偟壙奿偑50墌掱搙偺廳桘1僉儘傪庢傝弌偡偺偵栺80墌偐偐傝丄堷偒崌傢側偐偭偨丅
丂幮抍朄恖乽僾儔僗僠僢僋張棟懀恑嫤夛乿偵傛傞偲丄03擭偺攑僾儔僗僠僢僋憤攔弌検偼慡崙偱1001枩僩儞丅億儕僄僠儗儞偲億儕僾儘僺儗儞偼偆偪516枩僩儞傪愯傔傞丅
丂慡崙偺擭娫僈僗徚旓検偼栺2400枩僩儞丅嶻嬈媄弍憤崌尋媶強娐嫬娗棟媄弍尋媶晹栧偺彫帥梞堦丒庡擟尋媶堳偼乽偙偺曽朄偑峀偑傟偽丄擭娫徚旓検偺侾妱掱搙偺僈僗傪丄攑僾儔僗僠僢僋偐傜嶌傟傞丅偛傒偲偟偰幪偰傜傟傞攑僾儔僗僠僢僋傕戝暆偵尭傜偣傞乿偲榖偟偰偄傞丅
怣墇壔妛丄夋婜揑側儕僒僀僋儖僔僗僥儉傪妋棫
http://www.shinetsu.co.jp/j/news/s20050810.shtml
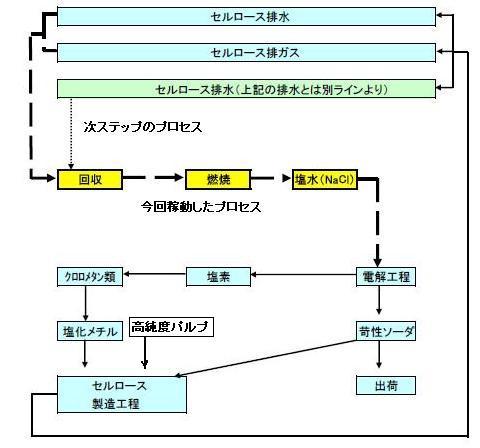
丂怣墇壔妛岺嬈姅幃夛幮乮杮幮丗搶嫗丄幮挿丗嬥愳愮恞乯偼丄偙偺傎偳捈峕捗岺応乮怴妰導忋墇巗乯偱丄墫悈傪夞廂偟儕僒僀僋儖巊梡偡傞夋婜揑側怴僔僗僥儉傪奐敪偟丄2005擭俈寧偐傜杮奿揑偵壱摦傪奐巒偟偨丅怣墇僌儖乕僾偱偼丄廬棃傛傝娐嫬曐慡偺悇恑偵搘傔偰偒偰偍傝丄偙偺怴僔僗僥儉偺壱摦偵傛傝戝偒側僥乕儅偲偟偰拲椡偟偰偄傞攔弌暔偺戝暆嶍尭傪払惉偡傞偙偲偑偱偒傞丅
丂捈峕捗岺応偺庡椡惢昳偱偁傞儊僠儖僙儖儘乕僗偺惢憿岺掱偱敪惗偡傞攔僈僗丒攔悈傪堦妵張棟偟丄偦偺夁掱偱攈惗偡傞墫悈傪夞廂偟偰揹夝岺掱偵嵞搳擖偟丄摨偠偔捈峕捗岺応偺庡椡惢昳偱偁傞偐惈僜乕僟偺尨椏偲偟偰妶梡偡傞傕偺丅杮僔僗僥儉偼丄張棟丒夞廂丒嵞搳擖偺堦楢偺僋儘乕僘僪僾儘僙僗傪妋棫偝偣偨丄夋婜揑側儕僒僀僋儖僔僗僥儉偱偁傞丅
丂儊僠儖僙儖儘乕僗偺惢憿偱偼墫壔儊僠儖偑尨椏偲偟偰巊梡偝傟丄惢憿岺掱偱敪惗偡傞攔僈僗偵偼墫壔儊僠儖偲倁俷俠乮桳婡壔崌暔乯偑娷傑傟偰偄傞丅摉幮偼丄偙傟傜攔弌暔偺嶍尭偲桳岠妶梡傪帺庡揑偵壽戣偲偟偰庢傝慻傫偱偒偨丅杮僔僗僥儉偱偼丄偙偺攔僈僗偲儊僠儖僙儖儘乕僗偺惢憿岺掱偱敪惗偡傞攔悈傪堦妵偟偰擱從偝偣傞偙偲偱丄僄僱儖僊乕偲崅弮搙偺墫悈(NaCl)傪夞廂偟丄揹夝岺掱偵儕僒僀僋儖偡傞丅側偍丄夞廂偟偨墫悈偼尨墫偲斾妑偟偰偼傞偐偵崅弮搙偱丄摿暿側張棟傪巤偡偙偲側偔揹夝岺掱傊嵞搳擖偡傞偙偲偑壜擻偱偁傞丅
丂偙偺僔僗僥儉偺摫擖偵傛傝丄捈峕捗岺応偵偍偗傞墫壔儊僠儖偲倁俷俠偺攔弌検偼丄廬棃偵斾傋10暘偺侾埲壓偵嶍尭弌棃傞尒崬傒丅傑偨丄師偺僗僥僢僾偲偟偰丄儊僠儖僙儖儘乕僗偺暿偺惢憿儔僀儞偱敪惗偡傞攔悈傕堦妵擱從偝偣傞僔僗僥儉傊偺夵椙傪専摙拞偱偁傝丄夵椙屻偼丄捈峕捗岺応偵偍偗傞尰嵼偺墫偺巊梡検偺栺
10亾偵偁偨傞検傪丄偙偺僔僗僥儉偵傛傝夞廂偱偒傞尒崬傒偱偁傞丅
丂崱屻傕怣墇僌儖乕僾偼丄僛儘丒僄儈僢僔儑儞偺払惉偵岦偗丄偝傜側傞妶摦傪悽奅偺慡帠嬈強偵偍偄偰揥奐偟偰偄偔丅
壔妛岺嬈擔曬丂2005/8/22
僇僱僇丄俧俹俹俽偺怴嵞棙梡僔僗僥儉傪妋棫
丂僇僱僇偼丄壠揹儕僒僀僋儖朄偵傛傝攔弌偝傟傞堦斒梡億儕僗僠儗儞乮俧俹俹俽乯偺怴偨側嵞棙梡僔僗僥儉傪妋棫偟偨丅椻憼屔撪扞偵巊梡偝傟傞崅暘巕検偺俧俹俹俽傪儁儗僢僩壔岺掱傪宱傞偙偲側偔丄堦掕僒僀僘偵攋嵱偟偨忬懺偱墴弌朄敪朅俹俽乮亖倃俹俽丄僇僱儔僀僩僗乕僷乕俤乯偵捈愙嵞棙梡偡傞媄弍傪怴偨偵奐敪偟丄摨帪偵夞廂僔僗僥儉傕峔抸偟偨傕偺丅儁儗僢僩壔岺掱傪宱側偄偨傔丄暔惈楎壔偑側偔丄僶乕僕儞庽帀偲偺崿崌斾棪偵惂尷偑側偄偨傔丄崅偄儕僒僀僋儖昳巊梡斾棪偑壜擻偲側傞丅
丂怴僔僗僥儉偺拞妀偲側傞攋嵱棻巕宍忬偺揔惓壔媄弍丄夞廂僔僗僥儉偺峔抸偺巇慻傒嶌傝側偳傪徏壓揹婍嶻嬈侾侽侽亾弌帒偺壠揹儕僒僀僋儖夛幮偱偁傞乽徏壓僄僐僥僋僲儘僕乕僙儞僞乕乿乮杮幮丒暫屔導幮挰丄掔忢屌幮挿乯偲戝惣壔惉嫽嬈乮摨丒戝嶃巗杒嬫丄戝惣惔幮挿乯偲偺娫偱俀侽侽俁擭偐傜嫟摨尋媶傪恑傔偰偒偨丅
丂椻憼屔撪扞偼掅壏偱偺徴寕嫮搙妋曐偺偨傔丄崅暘巕検偺俧俹俹俽偑巊梡偝傟偰偄傞丅摨條偵丄崅暘巕検俹俽傪巊梡偡傞倃俹俽嵽椏偲偟偰岲揔偱偁傞偆偊偵丄侾侽擭掱搙偺巗応懾棷婜娫偵偍偄偰傕椻憼屔摿桳偺椻埫強曐娗忬懺偱偁傞偨傔丄暔惈偺楎壔偑側偄偺偑摿挜丅偝傜偵丄儁儗僢僩壔岺掱傪宱傞偙偲側偔攋嵱忬懺偱捈愙巊梡偡傞偙偲偐傜丄俹俽偑楎壔偺側偄忬懺偱嵞棙梡偱偒傞丅
僇僱儔僀僩僗乕僷乕俤丅
壠揹儕僒僀僋儖俹俽偺嵞棙梡僔僗僥儉傪丄怴偨偵峔抸
http://www.kaneka.co.jp/news/n050822.html
| 仢 | 丂乮姅乯僇僱僇偼丄攑婞暔嶍尭丄僄僱儖僊乕儘僗嶍尭偺帇揰偱偺庢慻傒偵傛傞娐嫬揔崌惈偺岦忋傪恑傔偰偄傞丅崱斒丄壠揹儕僒僀僋儖朄偵傛傝丄攔弌偝傟傞俹俽惢偺椻憼屔撪扞傪堎暔偺暘暿屻丄儁儗僢僩壔岺掱傪宱傞偙偲側偔丄堦掕僒僀僘偵攋嵱偟偨忬懺偱捈愙僇僱儔僀僩僗乕僷乕俤偵嵞棙梡偡傞媄弍傪怴偨偵奐敪偟丄暪偣偰夞廂僔僗僥儉傪峔抸偟偨丅 丂夞廂僔僗僥儉偺拞妀偲側傞攋嵱棻巕宍忬偺揔惓壔媄弍丄夞廂僔僗僥儉峔抸偺巇慻傒嶌傝側偳傪徏壓揹婍嶻嬈乮姅乯侾侽侽亾弌帒偺壠揹儕僒僀僋儖夛幮偱偁傞乮姅乯徏壓僄僐僥僋僲儘僕乕僙儞僞乕乮杮幮丗暫屔導幮挰丅幮挿丗掔忢屌乯偲戝惣壔惉嫽嬈乮姅乯乮杮幮丗戝嶃巗杒嬫丅幮挿丗戝惣惔乯偲偺娫偱暯惉侾俆乮俀侽侽俁乯擭偐傜嫟摨尋媶傪恑傔偰偒偨丅 |
||||||||
| 仢 | 丂杮僔僗僥儉偺峔抸偵傛傝丄壠揹儕僒僀僋儖朄偵婎偯偒夞廂偝傟偨嵽椏偑丄杽傔棫偰丄從媝丄傑偨奀奜巗応傊棳弌偝傟傞偺傪夞旔偟丄崙撪偺崅晅壛壙抣彜昳傊偺儅僥儕傾儖儕僒僀僋儖傪壜擻偵偟偨丅 | ||||||||
| 仢 | 丂杮媄弍偺摿挜偼師偺捠傝偱偁傞丅
|
||||||||
| 仢 | 丂嵽椏偵偮偄偰偼丄徏壓揹婍嶻嬈乮姅乯侾侽侽亾弌帒偺乮姅乯僀乕僥傿乕僜儕儏乕僔儑儞僘乮杮幮丗戝嶃巗丅幮挿丗暯壀椙嫵乯傪儊僀儞偲偟偰丄枅寧丄慡崙壠揹儕僒僀僋儖僾儔儞僩偐傜偺惗嶻暘傪庴媼偟偰偄傞丅 | ||||||||
| 仢 | 丂摉幮偼丄偡偱偵墴弌朄億儕僗僠儗儞僼僅乕儉俁庬偱悽奅偵愭嬱偗偰僲儞僼儘儞壔傪幚巤偟丄僇僱儔僀僩僗乕僷乕俤III丄僗乕僷乕俤俛俲偺媄弍傪姰惉偝偣丄暯惉侾俆擭俋寧丄慡岺応偐傜敪朅嵻偲偟偰僼儘儞偺姰慡揚攑傪幚尰偟偨丅 丂峏偵丄彆敪朅嵻偲偟偰巊梡偝傟偰偄偨俹俼俿俼戞堦庬巜掕暔幙偱偁傞墫壔儊僠儖偵偮偄偰傕杮擭俋寧枛偵偼偡傋偰偺惢憿嫆揰偱揚攑偡傞梊掕偱偁傞丅 丂偙傟偵傛傝丄戝婥偵曻弌偝傟傞敪朅嵻偺僲儞僴儘僎儞壔偑幚尰偟丄抧媴娐嫬夵慞乮僆僝儞憌曐岇丄抧媴壏抔壔杊巭乯丄惗懺宯傊偺娐嫬晧壸掅尭偵戝偒偔婑梌偡傞偙偲偵側傞丅 |
丂
俀侽侽俆擭俋寧侾俁擔
徍岝捠彜姅幃夛幮
拞崙偵偍偗傞揾椏摍偺梟嵻儕僒僀僋儖帠嬈偱帒杮採実
http://www.sdk.co.jp/contents/news/news05/05-09-13.htm
丂徍榓揹岺姅幃夛幮乮崅嫶嫳暯幮乯僌儖乕僾偺拞妀彜幮偱偁傞徍岝捠彜姅幃夛幮乮搶嫗搒峘嬫丄徏尨攷幮挿丄埲壓徍岝捠彜乯偼丄偙偺搙丄拞崙偵偍偄偰丄帺摦幵偺揾憰摍偵巊梡偝傟傞梟嵻偺惢憿偍傛傃偦偺儕僒僀僋儖帠嬈偵嶲擖偡傞偨傔丄朙揷壔妛岺嬈姅幃夛幮乮垽抦導朙揷巗丄悪塝晀晇幮挿丄埲壓
朙揷壔妛乯偲嫟摨偱拞崙婇嬈偵弌帒偡傞偙偲傪寛掕偄偨偟傑偟偨丅
丂嬤擭丄拞崙崙撪偱偺帺摦幵惗嶻偺尠挊側奼戝偵傛傝丄帺摦幵偺揾憰帪傑偨偼揾椏惢憿岺掱摍偱偺巊梡嵪傒梟嵻偺敪惗検傕憹壛偟偰偍傝丄僐僗僩嶍尭偺娤揰偐傜偦偺嵞棙梡偑媮傔傜傟偰偍傝傑偡丅傑偨丄崱屻丄娐嫬晧壸掅尭偺娤揰偐傜傕丄儕僒僀僋儖偺僯乕僘偼崅傑偭偰偄偔傕偺偲梊憐偝傟偰偄傑偡丅徍岝捠彜偲朙揷壔妛偼拞崙壺撿抧嬫偱揾椏岦偗梟嵻傪惢憿偡傞峀廈悙彜壔岺桳尷岞巌乮峀搶徣憹忛巗丄梜殸暯憤宱棟丄埲壓峀廈悙彜壔岺乯偺憹帒傪俀侽侽俆擭俋寧偵堷偒庴偗傞偙偲偱峀廈悙彜壔岺偺宱塩偵嶲夋偟丄怴偨偵拞崙崙撪偱偺梟嵻儕僒僀僋儖帠嬈偵嶲擖偄偨偟傑偡丅
丂峀廈悙彜壔岺偼丄擔宯奺幮傪偼偠傔偲偡傞帺摦幵儊乕僇乕偺揾憰岺掱丄揾椏儊乕僇乕傗庽帀儊乕僇乕摍偐傜敪惗偡傞巊梡嵪傒梟嵻傪夞廂偟丄娷桳惉暘枅偵忲棷丒惛惢偟丄挷惍屻嵞傃儐乕僓乕傊嫙媼偡傞偲偄偆堦娧偟偨帠嬈傪揥奐偄偨偟傑偡丅崱屻偺廀梫奼戝偵懳墳偡傞偨傔丄俀侽侽俇擭俆寧偺壱摦奐巒梊掕偱儕僒僀僋儖愝旛偺怴愝偲梟嵻愝旛偺憹愝傪峴偄傑偡丅
丂峀廈悙彜壔岺偼丄婛偵擔杮崙撪偱巊梡嵪傒梟嵻儕僒僀僋儖帠嬈偵娭偟偰朙晉側幚愌傪桳偡傞朙揷壔妛偺媄弍傪怴偨偵摫擖偄偨偟傑偡丅徍岝捠彜偐傜偼恖嵽傪攈尛偟丄峀廈悙彜壔岺偵偍偗傞尨椏挷払偲惢昳斕攧婡擻嫮壔傪偼偐傝傑偡丅傑偨丄儕僒僀僋儖偺棳捠偵娭偟偰偼峀廈悙彜壔岺偺恊夛幮偱偁傞悙彜壔妛乮崄峘乯偺庢傝埖偆奺庬壔妛昳尨椏偺僱僢僩儚乕僋傪妶梡偄偨偟傑偡丅
丂側偍丄憹帒屻偺峀廈悙彜壔岺偺帒杮嬥偼侾丆係俋侽枩崄峘$乮栺俀壄俀愮枩墌乯偲側傝丄弌帒斾棪偼悙彜壔妛偑俇俆亾丄朙揷壔妛岺嬈偑俀侽亾丄徍岝捠彜偑侾俆亾偲側傝傑偡丅峀廈悙彜壔岺偺攧忋栚昗偼俀侽侾侽擭偵侾侽壄墌傪寁夋偟偰偍傝傑偡丅
乮僷乕僩僫乕偺夛幮奣梫乯
仏峀廈悙彜壔岺桳尷岞巌 (Guangzhou Raysound Chemical
Co.,Ltd.)
丂丂応強 峀搶徣憹忛巗乮峀廈峹奜乯
丂丂愝棫 侾俋俋俈擭侾俀寧
丂丂憤宱棟 梜丂殸暯
丂丂嬈庬 僔儞僫乕惢憿
丂丂帒杮嬥 俈侽侽枩俫俲亹
丂丂擭彜 俆壄俆愮枩墌
丂丂惗嶻擻椡 俈丆俀侽侽倲乛擭
恊夛幮丗悙彜壔妛乮崄峘乯 丂(Raysound Chemical
(Holdings) Limited.)
丂丂応強 崄峘
丂丂愝棫 侾俋俋係擭
丂丂摕帠挿 墿丂悙殸
丂丂嬈庬 壔妛昳壍攧嬈
丂丂帒杮嬥 俀丆侽侽侽枩俫俲亹
丂丂擭彜 俈俈壄墌
丂丂庢埖悢検 俈枩丂俵俿乛擭
丂丂庡側庢埖昳栚
倁俙俵丄俵俤俲丄傾僙僩儞丄僼僃僲乕儖丄俢俵俥丄傾僋儕儖巁丄俵俵俙丄俤俙俠丄億僶乕儖
仏朙揷壔妛岺嬈姅幃夛幮
丂丂応強 垽抦導朙揷巗柧榓挰
丂丂愝棫 侾俋俇侽擭侾寧
丂丂幮挿 悪塝丂晀晇
丂丂嬈庬 僔儞僫乕嵞惗
丂丂帒杮嬥 侾丆俆侽侽枩墌
丂丂擭彜 俁侽壄墌
丂丂惛惢擻椡
擭娫侾枩僩儞埲忋偺巊梡嵪僔儞僫乕傪夞廂惛惢丅
検偼峏偵憹戝偺孹岦
仏徍岝捠彜姅幃夛幮
丂丂応強 搶嫗搒峘嬫幣岞墍
丂丂愝棫 侾俋係俈擭
丂丂幮挿 徏尨丂攷
丂丂嬈庬 壍攧嬈
丂丂帒杮嬥 俉侽壄墌
丂丂擭彜 侾丆俀俆俆壄墌
丂丂庡側庢埖彜昳
奺庬壔妛昳丄崌惉庽帀丄傾儖儈丄柍婡嵽椏丄暘愅婡婍摍丅
枅擔怴暦丂2005/9/17
僾儔僗僠僢僋梕婍丂嵞棙梡偣偢擱椏偵
丂宱嶻徣梕擣丂張棟峴偒媗傑傝
丂儁僢僩儃僩儖側偳偺梕婍丄曪憰偺嵞棙梡傪掕傔偨梕婍曪憰儕僒僀僋儖朄(梕儕朄)偺尒捈偟偱丄宱嵪嶻嬈徣偼16擔丄夞廂偟偨僾儔僗僠僢僋惢昳傪屌宍擱椏偵偟偰擱傗偡乽擱椏壔乿傕擣傔傞曽恓傪屌傔偨丅偙傟傑偱偼丄寶抸帒嵽側偳偵嵞彜昳壔偡傞偙偲偑媊柋偯偗傜傟偰偄偨偑丄侽俈擭偵傕張棟岺応偺擻椡傪忋夞傞僾儔僗僠僢僋偑夞廂偝傟傞尒捠偟偲側偭偨偨傔丅偨偩丄嵟廔揑偵偼從媝張棟偲側傞偩偗偵乽儕僒僀僋儖偺屻戅乿偲偄偆斸敾偑弌傞偙偲傕梊憐偝傟丄宱嶻徣偼擱椏壔傪擣傔傞忦審側偳傪尩偟偔偡傞峫偊偩丅
丂巤峴屻10擭偺梕儕朄偼丄宱嶻徣偲娐嫬徣偱尒捈偟嶌嬈傪恑傔偰偍傝丄宱嶻徣偼20擔奐偔嶻嬈峔憿怰媍夛(宱嶻憡偺帎栤婡娭)偱丄僾儔僗僠僢僋惢梕婍偺儕僒僀僋儖庤朄尒捈偟傪採埬丅娐嫬徣偲挷惍偟偨偆偊丄棃擭偺捠忢崙夛偱朄夵惓傪栚巜偡丅
丂尰嵼丄梕儕朄偵婎偯偄偰嘆巻嘇儁僢僩儃僩儖嘊僈儔僗傃傫嘋僾儔僗僠僢僋偺係昳栚偑儕僒僀僋儖偝傟偰偄傞丅偙傟傑偱丄巻埲奜偺僾儔僗僠僢僋側偳俁昳栚偺擱椏壔偼擣傔傜傟偰偄側偐偭偨丅曎摉側偳偺僾儔僗僠僢僋梕婍偺儕僒僀僋儖偼侽侽擭搙偐傜巒傑傝丄侽俁擭搙偼栺8枩4000僩儞偑儕僒僀僋儖偵夞偝傟偨丅
丂僾儔僗僠僢僋傪暘暿廂廤偡傞帺帯懱偼侽係擭搙偺1757(慡帺帯懱偺57丒5%)偐傜10擭搙偵偼1988(摨82丒5%)偵奼戝偡傞尒崬傒偱(娐嫬徣挷傋)丄張棟岺応偺擻椡傪忋夞傝僾儔僗僠僢僋惢昳偺儕僒僀僋儖張棟偑娫偵崌傢側偔側傞尒捠偟偩丅
丂偙偺偨傔宱嶻徣偼丄夞廂偟偨僾儔僗僠僢僋傪堦棩偵尨嵽椏偲偟偰嵞彜昳壔偡傞尰峴惂搙傪崱屻傕宲懕偡傞偺偼崲擄偲敾抐偟偨丅屌宍擱椏傊偺壛岺偼侾僩儞摉偨傝4枩乣5枩墌掱搙偱丄僾儔僗僠僢僋偲偟偰嵞棙梡偡傞応崌偵偐偐傞摨10枩墌偺僐僗僩偵斾傋偰埨偔側傞偲偄偆丅
擔杮宱嵪怴暦丂2005/10/18
儔僀僼丄崙傪攨彏慽徸丂梕婍儕僒僀僋儖朄丂6壄墌惪媮丂旓梡晧扴乽晄岞暯乿
丂戝庤僗乕僷乕偺儔僀僼僐乕億儗乕僔儑儞偼侾俈擔丄僾儔僗僠僢僋梕婍側偳偺夞廂丒嵞惗旓梡傪掕傔偨梕婍曪憰儕僒僀僋儖朄(梕儕朄)偵娭偟乽彫攧嬈偵挊偟偔夁戝側晧扴傪媮傔偰偍傝丄堘寷丒柍岠偩乿側偳偲偟偰丄崙偲擔杮梕婍曪憰儕僒僀僋儖嫤夛偵栺俇壄侾俇侽侽枩墌偺懝奞攨彏傪媮傔傞慽偊傪搶嫗抧嵸偵婲偙偟偨丅
丂慽忬偵傛傞偲丄梕儕朄偑掕傔傞晧扴妱崌偼僩儗乕梕婍偺応崌丄彫攧嬈偺俋俋丏係侾%偵懳偟偰僩儗乕惉宆嬈幰偼侽丏俆俋%丄愇桘娭楢夛幮偼僛儘偱晄暯摍偩偲巜揈丅摨朄偑巤峴偝傟偨俀侽侽侽擭搙偐傜俇擭娫丄嫤夛偵巟暐偭偨張棟埾戸椏偵憡摉偡傞妟偺巟暐偄傪媮傔偨丅崙偑摨朄偺尒捈偟嶌嬈傪恑傔傞側偐丄塣梡偺巇慻傒偑巌朄偺応偱傕憟傢傟傞偙偲偵側傞丅
丂儔僀僼偺惔悈怣師幮挿偼採慽屻偺婰幰夛尒偱丄乽尰峴偱偼僩儗乕傗儗僕戃側偳偺尨椏傪惢憿偡傞愇桘惛惢夛幮偺晧扴偑側偄乿側偳偲巜揈丄梕婍儊乕僇乕偐傜彫攧嬈幰丄徚旓幰傑偱丄偡傋偰偺娭學幰偑儕僒僀僋儖旓梡傪晧扴偡傋偒偩偲庡挘偟偨丅懳徾偲側傞帠嬈幰悢栺侾俇枩幮偺偆偪丄旓梡傪暐偭偰偄傞偺偼栺俀枩俈愮幮偵偡偓偢丄乽偨偩忔傝乿帠嬈幰傪曻抲偟偨崙偺晄嶌堊傕斸敾偟偨丅
丂娐嫬徣偼乽慽忬傪尒偰偄側偄偺偱僐儊儞僩偱偒側偄乿偲偟偰偄傞丅崙偼擭撪偵梕儕朄偺尒捈偟埬傪傑偲傔傞峫偊偱丄侾俉擔偵宱嶻徣偺嶻嬈峔憿怰媍夛偑尒捈偟偺嬶懱埬偵偮偄偰嫤媍偡傞梊掕丅
丂僗乕僷乕嬈奅偱偼偐偹偰摨朄偵嫮偄晄枮偑偁傝僟僀僄乕傗僀僆儞側偳偑埾戸椏偺巟暐偄棷曐傪昞柧(俉寧偵巟暐偄)偡傞側偳偺摦偒偑偁偭偨丅
丂摨朄傪乽晄摟柧丒晄岞惓乿偲巜揈偟偰偒偨僀僆儞偺壀揷尦栫幮挿偼侾俈擔丄乽晄岞暯姶傪夝徚偡傞偨傔偵敳杮揑側朄偺尒捈偟偑昁梫乿偲嫮挷偟側偑傜傕丄乽尒捈偟榑媍偺悇堏傪尒庣偭偰偄傞乿偲偟偰摉柺偼惷娤偡傞峔偊丅偟偐偟丄榑媍偺峴曽師戞偱偼擔杮僠僃乕儞僗僩傾嫤夛偺壛柨奺幮傪姫偒崬傫偱慽徸傪専摙偡傞峫偊丅
惂搙尒捈偟壛懍傕丂儗僕戃側偳壽戣嶳愊
丂擔忢惗妶偵枾拝偟偨梕婍偩偗偵儕僒僀僋儖偺巇慻傒偯偔傝偵偼擄偟偝傕敽偆丅壠揹傗帺摦幵偵斾傋偰懡庬懡條偱攔弌昿搙偑崅偔丄帺帯懱偲婇嬈偺旓梡暘扴偱傕堄尒偑暘偐傟傞丅崱屻丄敳杮尒捈偟榑傕暚弌偟偦偆偩丅
丂儁僢僩儃僩儖傗時丄戃丄僩儗乕側偳梕婍曪憰攑婞暔偼堦斒攑婞暔偺梕愊偺栺俇妱傪愯傔傞丅偙傟傜傪帺帯懱偑暘暿廂廤偟丄娭塣婇嬈偑嵞彜昳壔偺旓梡傪晧扴偡傞巇慻傒傪寛傔偨偺偑梕儕朄偩丅
丂儔僀僼偼摿偵婇嬈偺晧扴妱崌傪栤戣帇偡傞偑丄帺帯懱偲婇嬈偺娫偱傕晧扴栤戣偼昞柺壔丅娐嫬徣側偳偺尒捈偟榑偱偼丄帺帯懱偺暘暿廂廤旓(栺俁愮壄墌)偺堦晹婇嬈晧扴傪専摙偟偰偄傞丅
丂擭娫俁侽侽壄枃棳捠偟偰偄傞儗僕戃偺懳嶔傕壽戣偩丅僠僃乕儞嫤偼乽朄惂壔偵傛傞儗僕戃桳椏壔乿傪梫朷偟偰偒偨偑丄娐嫬徣傗宱嵪嶻嬈徣偼乽朄惂壔偼擄偟偄丅嬈奅偺帺庡儖乕儖偱懳墳偟偨偄乿偲庡挘丅僐儞價僯嬈奅偼桳椏壔偵斀懳偟偰偄傞丅
丂夞廂偝傟偨巊梡嵪傒儁僢僩儃僩儖偺偆偪栺敿暘偑奀奜棳弌偟偰偄傞偲偺悇寁傕偁傝丄惂搙偺傎偙傠傃傕尠嵼壔偟偰偄傞丅
杽傔栠偟嵽偱搚忞墭愼丂愇尨嶻嬈偵揚嫀柦椷傊
丂戝庤壔妛儊乕僇乕愇尨嶻嬈乮戝嶃巗乯偑惢憿偟偨杽傔栠偟嵽偺擖偭偨搚忞偐傜娐嫬婎弨傪忋夞傞桳奞暔幙偺榋壙僋儘儉偑専弌偝傟偨偲偟偰丄垽抦丄婒晫椉導偼崱寧拞偵傕攑婞暔張棟朄偵婎偯偔慬抲柦椷傪弌偟丄婜尷傗曽朄傪掕傔偰摨幮偵揚嫀傪柦偠傞曽恓傪寛傔偨丅嶰廳導傕摨挷偡傞曽岦偱専摙偟偰偄傞丅偙偺杽傔栠偟嵽偼乽儕僒僀僋儖惢昳乿偵擣掕偝傟偨偑丄惢憿岺掱偱擣掕奜偺攑塼傪晄惓偵崿擖偟偰偄偨偲偝傟傞丅
丂栤戣偵側偭偰偄傞偺偼愇尨嶻嬈偑侽侾擭偐傜斕攧偟偰偄傞乽僼僃儘僔儖僩乿丅揾椏側偳偵巊偆巁壔僠僞儞偺惢憿夁掱偱弌傞攑棸巁傪嵞棙梡偟偨傕偺偱丄搚偲崿偠傞偲屌偔側傞丅嶰廳導偵乽儕僒僀僋儖惢昳乿偺怽惪傪偟丄侽俁擭偵摨導悇彠偲偟偰擣掕偝傟偨丅巐擔巗岺応乮嶰廳導巐擔巗巗乯偱惢憿丄俁導傗嫗搒晎偵弌壸偝傟偨丅
丂搚抧偺杽傔棫偰側偳偵巊傢傟丄俁導偱偼寁俀俆僇強偵栺俈侽枩僩儞偑杽愝偝傟偨偑丄崱壞丄搚忞偐傜娐嫬婎弨傪嵟崅係侽攞忋夞傞榋壙僋儘儉偑専弌偝傟偰栤戣壔偟偨丅
丂嶰廳導偑俋寧壓弡丄摨幮偵怽惪捠傝偵嶌傜偣偨偲偙傠丄婎弨偺攞偵偁偨傞侾儕僢僩儖拞丄侽丏侾儈儕僌儔儉偺榋壙僋儘儉傪専弌丅摨導偼丄惢憿夁掱偱榋壙僋儘儉偑惗惉偝傟偨壜擻惈偑崅偄偲傒偰怽惪宱堒傪挷傋偰偄傞丅
丂偝傜偵摨幮偑崱寧侾俀擔丄惢憿儔僀儞偱丄怽惪偲偼堎側傞嫮偄巁惈偺攑墫巁傗丄擾栻岺応傗懠幮偐傜堷偒庢偭偨攑塼傪晄惓偵崿擖偟偰偄偨帠幚傪岞昞丅乽摉帪偺嵅摗閭暃岺応挿偑撈抐偱峴偭偨乿側偳偲偡傞幮撪挷嵏寢壥傪柧傜偐偵偟偨丅
丂偙偺偨傔俁導偼杮幮傗巐擔巗岺応偵棫偪擖傝専嵏側偳傪幚巤丅侽俀擭侾俀寧偵晄惓崿擖偺偨傔偵僷僀僾儔僀儞傪侾俆侽侽枩墌偱怴愝偟偨傝丄嶰廳導偑侽俁乣侽俆擭偵俁夞幚巤偟偨棫偪擖傝専嵏慜屻偵僷僀僾傪堦帪揑偵奜偡塀暳乮偄傫傌偄乯岺嶌傪偟偨傝偟偰偄偨偙偲偑偡偱偵敾柧偟偰偄傞丅
丂摨幮偼崱擭係寧偵惢憿傪拞巭丅偡傋偰偺杽愝応強偐傜偺帺庡揚嫀傪昞柧偟偰偄傞偑姰椆帪婜偼枹掕丅俁導偼憗婜偺揚嫀偲偲傕偵丄杮棃偼嶻嬈攑婞暔偲偡傞傋偒攑塼傪晄惓偵惢憿儔僀儞偵棳偟崬傫偱嶻攑張棟僐僗僩傪嶍尭偡傞偨傔偺夛幮偖傞傒偺峴堊偩偭偨媈偄傕偁傞偲傒偰挷傋傪恑傔傞丅
丂愇尨嶻嬈偼搶徹侾晹忋応偱丄巁壔僠僞儞偺惢憿偱偼僩僢僾儊乕僇乕丅擾栻丄堛栻昳側偳傕惢憿偟偰偍傝丄侽係擭搙偺攧忋崅偼俈俆係壄墌丅
枅擔怴暦丂2005/11/1
僼僃儘僔儖僩嶻攑擣掕丂搶奀3導杽傔棫偰偺72枩僩儞丂愇尨嶻嬈傪孻帠崘敪傊
丂壔妛儊乕僇乕丄愇尨嶻嬈(杮幮丒戝嶃巗)偺搚忞杽傔栠偟嵽乽僼僃儘僔儖僩乿傪惢憿偡傞夁掱偱攑塼偑晄惓偵崿擖偝傟偰偄傞偙偲偑敪妎偟偨偨傔丄僼僃儘僔儖僩偺斕楬傗惉暘傪挷傋偰偄偨嶰廳丄垽抦丄婒晫3導偼31擔丄娐嫬徣偲嫤媍偟偨寢壥丄3導側偳偵杽傔棫偰傜傟偨僼僃儘僔儖僩栺72枩僩儞(栺60枩棫曽儊乕僩儖)慡検傪嶻攑偲擣掕偡傞偙偲傪寛傔偨丅乽偙傟偩偗戝検偺惢昳傪嶻攑偲傒側偡偺偼嬌傔偰堎椺乿(娐嫬徣)丅3導偼崱屻丄愇尨嶻嬈偵懳偟僼僃儘僔儖僩偺揚嫀傪媮傔傞慬抲柦椷傗丄攑婞暔張棟朄堘斀偱偺孻帠崘敪偵摜傒愗傞曽恓丅
丂僼僃儘僔儖僩偼丄摨幮偺庡椡惢昳丄巁壔僠僞儞傪惢憿偡傞夁掱偱攔弌偝傟傞攑塼(攑棸巁)傪拞榓偝偣偰嶌偭偨搚忬偺惢昳丅摨幮偑03擭3寧偵嶰廳導偵儕僒僀僋儖惢昳偲偟偰怽惪丄摨擭俋寧偵擣掕偝傟偨丅3導側偳偵斕攧丄栺72枩僩儞偑杽傔棫偰傜傟偨偑丄嶐擭枛偐傜丄垽抦導悾屗巗偱栰愊傒偝傟偨僼僃儘僔儖僩偑棳弌偟偰愳偺悈偑愒偔愼傑偭偨傝丄杽傔棫偰尰応偐傜旝検偺曻幩惈暔幙傗榋壙僋儘儉偑専弌偝傟傞側偳娐嫬栤戣偑昞柺壔丅崱擭6寧丄摨幮偼僼僃儘僔儖僩帺庡揚嫀偺曽恓傪帵偟丄嶰廳導傕儕僒僀僋儖惢昳偺擣掕傪庢傝徚偟偨丅
丂堦曽丄摨幮偼10寧12擔丄摨幮巐擔巗岺応(摨導巐擔巗巗)偱丄嶻攑偲偟偰張暘偡傋偒暿偺攑塼(攑墫巁側偳)傪僼僃儘僔儖僩偵晄惓偵崿擖偟偰偄偨帠幚傪岞昞丅嶰廳導側偳偑摨幮杮幮傗巐擔巗岺応傪棫偪擖傝挷嵏偟丄帠忣挳庢偟偰晄惓崿擖偺宱堒傗斕楬側偳挷傋偰偄偨丅
丂偦偺寢壥丄僼僃儘僔儖僩偺斕攧尦偱偁傞摨幮偑嬥傪暐偭偰攧傝愭偵忳搉偡傞乽媡桳彏乿偱庢堷偝傟偰偍傝丄僼僃儘僔儖僩偐傜娐嫬婎弨傪忋夞傞榋壙僋儘儉偑晄惓崿擖偺桳柍偵偐偐傢傜偢専弌偝傟偨偙偲偐傜丄3導偼嶻攑偲擣掕偡傞曽恓偱崌堄丅娐嫬徣偺尒夝傪媮傔偨寢壥丄乽婎杮揑偵嶻攑偲傒側偡偙偲偵堎榑偼側偄乿偲偺曉摎傪摼偨偨傔丄惓幃偵嶻攑偲敾抐偟偨丅偨偩丄摨徣偼媡桳彏偑斕攧愭偺枛抂傑偱媦傫偱偄傞偐側偳丄偝傜側傞挷嵏偺昁梫惈傪巜揈丅3導傕偦偺揰傪媗傔傞曽恓偩丅
2005/11/8丂擔杮宱嵪怴暦梉姧
僼僃儘僔儖僩栤戣丂愇尨嶻嬈傪壠戭憑嵏
60擭戙偵傕攑塼悅傟棳偟丂夁嫀偺嫵孭惗偐偣偢
丂乽夁嫀偺岞奞偺嫵孭偑慡偔惗偐偝傟偰偄側偄乿丅侾俋俇侽擭戙偵嶰廳導巐擔巗巗偱怺崗壔偟偨壔妛岺応偺攔墝傗奀偺墭愼側
偳偺乽巐擔巗岞奞乿傪丄廧柉偺帇慄偱婰榐偟懕偗偰偄傞尦楯慻怑堳丄戲堜梋巙榊偝傫(俈俈)偼偙偆榖偟丄愇尨嶻嬈偺婇嬈懱幙傪尩偟偔斸敾偡傞丅
丂俉擔偵嶰廳導寈偑攑婞暔張棟朄堘斀偺媈偄偱壠戭憑嶕偟偨愇尨嶻嬈(戝嶃巗)偼俇俋擭丄庡椡惢昳偺巁壔僠僞儞偺惢憿夁掱偱敪惗偡傞攑棸巁傪挿擭偵傢偨偭偰拞榓張棟偣偢偵埳惃榩偵幪偰偨偲偟偰丄巐擔巗奀忋曐埨晹偑揈敪丅捗抧嵸偱俉侽擭丄悅傟棳偟偨攑棸巁偑栺侾壄僩儞偵忋偑傞偙偲偑擣掕偝傟丄桳嵾敾寛傪庴偗偨丅
丂偙偺攑棸巁傪尨椏偲偡傞偙偲偱嶻攑張棟旓傪晜偐偡偙偲偑偱偒傞偺偑僼僃儘僔儖僩偩偭偨丅
丂偟偐偟丄惗嶻抜奒偐傜桳奞暔幙偺榋壙僋儘儉偺惗惉偑妋擣偝傟偨傎偐丄棙塿桪愭偑崅偠偰丄儕僒僀僋儖惢昳偺斕攧偵尒偣偐偗偨嶻攑張棟偲偄偆乽娐嫬斊嵾乿偵嵞傃庤傪愼傔傞寢壥偲側偭偨丅
愇尨嶻嬈偺尦暃岺応挿傜偵戇曔忬丂僼僃儘僔儖僩搳婞梕媈
丂桳奞暔幙傪娷傫偩杽傔栠偟嵽僼僃儘僔儖僩偑戝検偵杽傔傜傟偨帠審偱丄嶰廳丄垽抦丄婒晫丄嫗搒偺係晎導寈偺崌摨憑嵏杮晹偼俇擔挬丄攑婞暔張棟朄堘斀乮晄朄搳婞乯偺媈偄偱丄惢憿偟偨壔妛儊乕僇乕愇尨嶻嬈乮戝嶃巗乯偺栶堳偩偭偨巐擔巗岺応乮嶰廳導巐擔巗巗乯偺嵅摗閭乮偨偗偟乯丒尦暃岺応挿乮俇俋乯偲幮堳傗巕夛幮姴晹傜悢恖偺戇曔忬傪庢傝丄庢傝挷傋傪巒傔偨丅梕媈偑屌傑傝師戞戇曔偡傞曽恓丅
丂憑嵏杮晹偼摨擔挬偐傜摨幮巐擔巗岺応側偳偺壠戭憑嶕傕峴偭偨丅嵅摗尦暃岺応挿偼偙傟傑偱偺挷傋偵懳偟丄乽僼僃儘僔儖僩偵桳奞暔幙偑娷傑傟偰偄傞偙偲傪擣幆偟偰偄偨乿側偳偲嫙弎偟偰偄傞偲偄偆丅
丂挷傋偱偼丄嵅摗尦暃岺応挿傜偼侽侾擭侾俀寧乣侽俀擭侾寧偛傠丄僼僃儘僔儖僩偑嶻嬈攑婞暔偲擣幆偟側偑傜丄暋悢偺嬈幰傪捠偠偰晄朄偵嶰廳導婽嶳巗曈朄帥挰偺憿惉抧偵幪偰偝偣偨媈偄丅
丂庢傝挷傋傪庴偗偰偄傞尦娗棟晹挿偲尦娐嫬曐埨晹挿傜偼丄偄偢傟傕摉帪偺岺応偺姴晹偲偟偰丄僼僃儘僔儖僩偺晄朄搳婞偵娭梌偟偨媈偄偑帩偨傟偰偄傞丅傑偨丄巕夛幮乽愇尨働儈僇儖乿姴晹偼丄晄朄搳婞摉帪偵摨幮庢掲栶寭媄弍晹挿偲偟偰僼僃儘僔儖僩偺惢憿傗攑塼張棟偺娗棟傪扴摉偟偰偄偨丅
丂嵅摗尦暃岺応挿偼俇擔屵慜俇帪俆侽暘偡偓丄朘傟偨憑嵏堳偵楢傟傜傟丄嶰廳導楅幁巗偺帺戭傪弌偨丅曬摴恮偐傜偺屇傃偐偗偵丄柍尵偱幵偵忔傝崬傫偩丅
丂摨幮偼俋俉擭侾寧偐傜侽俆擭係寧傑偱偺娫偵栺俈俈枩僩儞偺僼僃儘僔儖僩傪惗嶻丅偦偺偆偪栺俈俀枩僩儞偑斕攧偝傟丄埾戸嬈幰傪捠偠偰搶奀俁導傗嫗搒晎壛栁挰側偳俁俆僇強偵杽愝偝傟偨丅嶰廳導婽嶳巗曈朄帥挰側偳杽愝抧偺搚忞偺堦晹偐傜丄搚忞娐嫬婎弨傪忋夞傞榋壙僋儘儉傗僼僢慺傪専弌丅僼僃儘僔儖僩偺桳奞惈偑巜揈偝傟偰偄偨丅
丂偙傟傑偱偺挷傋偵傛傞偲丄搚忞杽傔栠偟嵽偲偟偰奐敪偝傟偨僼僃儘僔儖僩偩偑丄峸擖嬈幰偵乽夵幙壛岺旓乿側偳偺柤栚偱斕攧壙奿偺栺俀侽攞偺嬥妟偑暐傢傟偰偄偨丅憑嵏杮晹偼丄偙偺夵幙壛岺旓偼幚嵺偵偼嶻攑張棟旓偱丄嬈幰偵堷偒庢傝椏傪暐偆乽媡桳彏乿偵偁偨傞偲傒偰丄嶐擭侾侾寧偺壠戭憑嶕偱墴廂偟偨帒椏偺暘愅傪恑傔偰偒偨丅
丂偙偺寢壥丄僼僃儘僔儖僩偼嶻攑偱偁傝丄嵅摗尦暃岺応挿傜偑嶻攑偲擣幆偟偨忋偱丄暋悢偺嬈幰傪捠偠偰幪偰偝偣偰偄偨偺偼晄朄搳婞偵摉偨傞偲敾抐偟偨丅
丂乹僉乕儚乕僪丗僼僃儘僔儖僩乺丂愇尨嶻嬈偑俋俉擭偐傜丄敀怓婄椏偺巁壔僠僞儞傪嶌傞夁掱偱惗偠偨攑棸巁傪尨椏偵惢憿丅搚忞杽傔栠偟嵽偲偟偰侽侾擭俉寧偐傜斕攧偟偨丅侽俁擭俋寧丄嶰廳導偺乽儕僒僀僋儖惢昳乿偵擣掕偝傟偨偑丄杽愝愭偐傜娐嫬婎弨傪忋夞傞榋壙僋儘儉側偳偑専弌偝傟丄摨幮偼嶐擭侾侽寧侾俀擔丄晄惓側攑塼崿擖傪岞昞丅偦偺屻丄嶰廳丄婒晫丄嫗搒偺俁晎導偑攑婞暔張棟朄堘斀梕媈偱摨幮側偳傪孻帠崘敪偟偨丅丂丂丂丂丂
丂乹僉乕儚乕僪丗愇尨嶻嬈乺丂巁壔僠僞儞偺惗嶻偱崙撪偺僔僃傾係妱嫮傪愯傔傞嵟戝庤偱丄悽奅偱傕戞俆埵丅侾俋俀侽擭偵儅儗乕敿搰偺峼嶳奐敪傪栚揑偵憂嬈丅愴屻丄擾栻傗巁壔僠僞儞帠嬈偵忔傝弌偡丅俇俈擭偵採慽偝傟偨巐擔巗偤傫偦偔慽徸偺旐崘婇嬈偺堦偮偱丄攑棸巁傪埳惃榩偵悅傟棳偟偨帠審偱偼俉侽擭丄桳嵾偑妋掕偟偨丅帒杮嬥係俀侽壄墌丅侽俇擭俁寧婜偺楢寢攧忋崅偼侾侽係俁壄墌丅廬嬈堳悢偼栺侾侽侽侽恖丅搶徹丒戝徹侾晹忋応丅
丂
乽僼僃儘僔儖僩乿偲偼 http://www5b.biglobe.ne.jp/~renge/f4.htm
丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂2005擭5寧4擔
仧僼僃儘僔儖僩偼巁壔僠僞儞偺攑婞暔
丂寉偔偰偝傃側偔寴偄僠僞儞偼敀怓婄椏偲偟偰椻憼屔傗幵偺揾椏丄儊僈僱偺僼儗乕儉傗僑儖僼僋儔僽偲偟偰巊傢傟偰偄傑偡偑丄嵟嬤偼岝怗攠偲偟偰傕媟岝傪梺傃偰偄傑偡丅
偟偐偟丄僠僞儞峼愇偼僂儔儞傗僩儕僂儉側偳曻幩惈暔幙傪娷傓偨傔丄僠僞儞偺攑婞暔偼曻幩惈攑婞暔偱傕偁傝傑偡丅
丂儅儗乕僔傾丄僆乕僗僩儔儕傾丄僇僫僟摍偺奀娸偵懲愊偟偰偄傞嵒揝忬偺峼暔傪桝擖偟丄暡嵱偟偰僠僞儞傪拪弌偟傑偡丅
拪弌曽朄偲偟偰偼棸巁朄偲墫慺朄偑偁傝丄僼僃儘僔儖僩偼棸巁拪弌朄偱拪弌偟偨屻偺丄攔棸巁偲墭揇傪扽巁僇儖僔僂儉傗徚愇奃偱拞榓偟丄扙悈偟偰丄嶻攑張暘応偵攑婞偝傟偰偄傑偟偨丅
仧嶻攑偐傜儕僒僀僋儖惢昳偵
丂愇尨嶻嬈偺暯惉15擭巁壔僠僞儞惗嶻検偼125,138僩儞偱偡丅惢昳偵懳偡傞攑婞暔偺検偼栺2攞偐傜2.5攞偲尵傢傟偰偄傑偡偺偱丄暯惉15擭巁壔僠僞儞偺攑婞暔偼栺250,000僩儞偐傜380,000僩儞偲偄偆朿戝側検偵側傝傑偡丅偙偺偨傔張暘応偑昇敆偟丄張暘応旓梡傕擔宱僄僐儘僕乕婰帠乮2005擭5寧崋丂P.77乯偵傛傞偲嶻攑惻傕娷傔偰侾僩儞9,400墌偲崅妟側偙偲偐傜丄嶻攑張暘偡傋偒傕偺傪丄乽僼僃儘僔儖僩乿偲偄偆柤慜偵彂偒偐偊偰乽斕攧乿偟偰偄傑偡丅偝傜偵暯惉15擭9寧丄嶰廳導偼儕僒僀僋儖惢昳偲擣掕偟丄導偺儂乕儉儁乕僕偱傕愰揱偟偰偄傑偡丅
仧乽儕僒僀僋儖惢昳乿偩偗偳嬈幰偺埖偄偼嶻攑
丂悾屗巗偱偼儕僒僀僋儖惢昳偲側偭偨僼僃儘僔儖僩偑嵒杊巜掕抧撪偺戲嬝偵栰愊傒偵偝傟偰偄傑偡丅杊嵭岺帠傪垽抦導偐傜柦偠傜傟偨嬈幰偼偁傆傟偨僼僃儘僔儖僩傪丄婒晫導壜帣巗偺庁抧偵働僫僼傪怉偊傞偨傔偺旍椏偲婾傝丄抧庡偵栙偭偰杽傔幪偰傑偟偨丅偙偺峴堊偵懳偟廧柉偼丄僼僃儘僔儖僩偼搚偱傕旍椏偱傕側偔丄働僫僼偼堢偨側偄偙偲丅傑偨丄曻幩擻偑娷傑傟偰偄傞偙偲傪変乆偼愢柧傪庴偗偰偄側偄偲嬈幰傪媻偟傑偟偨丅壜帣巗傗導偺嫋壜傪摼偰杽傔偰偄傞偲偺嬈幰偺愢柧傪丄壜帣巗娐嫬壽偑斲掕偟偨偙偲摍乆偨偔偝傫偺塕偑僶儗偰丄偲偆偲偆嬈幰偼乽偙傟埲忋斃擖偟側偄乿偲尵傢偝傟傑偟偨丅
丂婒晫導悙楺巗傗搚婒巗偱傕栰愊傒偵偝傟偰偄傑偡偑丄悙楺巗偱栰愊傒傪偟偨嬈幰偼惻嬥傪暐傢偢丄搚抧偼嫞攧偵偐偗傜傟偰偄傑偡丅傑偝偵嶻攑偺抲偒摝偘偱偡丅
仧帺慠曻幩慄偺2丄3攞
丂僼僃儘僔儖僩偵偼僂儔儞傗僩儕僂儉偑6mg /kg丄11mg/kg乮愇尨嶻嬈偺帒椏乯娷傑傟偰偄傑偡丅
丂僂儔儞偺敿尭婜偼45壄擭丄僩儕僂儉偺敿尭婜偼141壄擭偱偡偺偱丄偦偺撆惈偼傎偲傫偳塱媣偵柍偔側傞偙偲偼偁傝傑偣傫丅
丂僼僃儘僔儖僩偺曻幩慄傪應掕偡傞偲帺慠奅偺3偐傜4攞偱丄偡偖偵恖懱偵塭嬁偑偱傞偙偲偼偁傝傑偣傫丅
丂偟偐偟丄曻幩慄偺婋尟偐傜恎傪庣傞偵偼旐敇傪尭傜偡偺偑堦斣偱偡丅帯椕栚揑埲奜偱帺慠奅偺2丄3攞偺曻幩慄傪梺傃懕偗傞偙偲偼婋尟偱偡丅
丂偦偺偆偊僩儕僂儉偼嫮偄兛慄傪弌偡曻幩惈暔幙偲偟偰桳柤偱偡丅僼僃儘僔儖僩偑姡憞偡傟偽丄旝棻巕偲側偭偰旘嶶偟傑偡丅偦傟傪媧擖偡傞偲丄僂儔儞傗僩儕僂儉偑娷傑傟傑偡偺偱丄撪晹旐敇傪偟偰偟傑偄傑偡丅兛慄偺撪晹旐敇偼兞慄偺奜晹旐敇偺10偐傜20攞崅偄偲尵傢傟丄懱撪偺摿偵攛偵偲偳傑偭偰兛慄傪弌偟偮偯偗傑偡偺偱丄攛僈儞偺嫲傟偼崅傑傞偺偱偡丅僼僃儘僔儖僩偺曻幩擻偼楎壔僂儔儞抏偵斾傋偰掅偄傕偺偱偡偑丄撪晹旐敇偺尨棟偼摨偠側偺偱偡丅
仧抧壓悈墭愼偺壜擻惈
丂僠僞儞峼愇偼僂儔儞丄僩儕僂儉偲偄偆曻幩惈暔幙偩偗偱偼側偔丄僼僢慺壔崌暔丄墧丄徨慺側偳偺廳嬥懏傪娷傒丄僼僃儘僔儖僩偵傕偦傟傜偑娷傑傟偰偄傑偡丅僼僃儘僔儖僩偑戝検偵搳婞偝傟偰偄傞偺偱丄抧壓悈墭愼傕怱攝偱偡丅
丂拞榓晄廫暘偱棸巁戞堦揝傗棸巁僩儕僂儉側偳偑巆偭偰偄傞偲丄悈偵偲偗弌偡壜擻惈偑偁傝傑偡丅丂僩儕僂儉偵傛傞儔僪儞僈僗偼悈偵梟偗傗偡偔抧壓悈偵梟偗弌偡壜擻惈偑偁傝傑偡丅
仧 拞榓嵻棸巁僇儖僔僂儉(愇峱)梟弌偺壜擻惈
丂僠僞儞傪梟偐偟偨棸巁偼扽巁僇儖僔僂儉傗徚愇奃偱拞榓偟偰丄峼暔巆熸偲嫟偵僼僃儘僔儖僩偵偟傑偡丅拞榓偱棸巁僇儖僔僂儉乮愇峱乯偑偱偒傑偡丅
丂愇峱偼悈偵梟偗偵偔偄偲尵傢傟偰偄傑偡偑丄業弌偟偰偄傞偲塉悈摍偱梟偗偩偟丄壨愳偺悈幙傪埆壔偝偣傞嫲傟偑偁傝傑偡丅抧壓偵杽傔傜傟偰傕彊乆偵梟偗偰抧壓悈傪墭愼偡傞嫲傟偑偁傝傑偡丅
仧丂恛攛偺婋尟惈
丂僼僃儘僔儖僩偺庡惉暘偱偁傞巁壔戞俀揝偼旝棻巕偲偟偰懱撪偵擖傞偲丄寉搙偺恛攛偵側傞偺偱媧擖偼旔偗傑偟傚偆丅
仧僼僃儘僔儖僩偼乽搚乿偱偼側偄
丂僼僃儘僔儖僩偼尒偨栚偵偼愒偄乽搚乿偱偡偑丄搚偱偼偁傝傑偣傫丅僼僃儘僔儖僩偼巁壔揝偲愇峱偑80%嬤偔傪愯傔丄搚偺惉暘偱偁傞働僀巁傗傾儖儈僫偼傎偲傫偳娷傑傟偰偄傑偣傫丅
偟偐偟嬈幰偼働僫僼嵧攟傪岥幚偵偟傑偡丅働僫僼傪嵧攟偡傞偨傔偵僼僃儘僔儖僩傪擖傟偰搚忞夵椙傪偡傞偲愰揱偟丄僼僃儘僔儖僩傪帩偪崬傒傑偡丅壜帣巗戝怷丄壜帣巗媣乆棙戝暯丄悾屗巗杒媢挰側偳偼働僫僼嵧攟傪岥幚偵斃擖偟傑偟偨丅
丂偟偐偟僼僃儘僔儖僩偵偼搚偺惉暘偑傎偲傫偳側偄偨傔丄捈忋偵偼働僫僼傕堢偭偰偄傑偣傫丅
仧僠僞儞攑婞暔偼嶻攑張暘偡傋偒傕偺
丂摉弶僠僞儞攑婞暔偵曻幩擻偑偁傞偲偼抦傜偢偵丄嶻攑張暘応偵幪偰偰偄傑偟偨丅偟偐偟丄嶻攑張暘応偵擖傟偨僠僞儞攑婞暔偐傜丄崅偄抣偺曻幩慄偑専弌偝傟偨偺偱丄摉帪偺壢媄挕丄捠嶻徣丄楯摥徣丄岤惗徣偑挷嵏傪偟丄暯惉3擭6寧乽僠僞儞峼愇栤戣偵娭偡傞懳墳曽恓乿偱嶻攑張暘応偵擖傟偰椙偄偙偲偵偟偰偟傑偄傑偟偨丅偦傟偱傕丄曻幩惈暔幙傪娷傓偨傔丄曻幩慄應掕傗斃憲拞偺旘嶶杊巭摍偵拲堄傪暐偭偰偄傑偡丅乮埲壓懳墳曽恓偺梫巪乯
丒岺応奜偵帩偪弌偡攑婞暔偼僠僞儞攑婞暔桼棃偺曻幩慄検偑0.14兪Gy/h乮兞慄姺嶼偱偼0.14兪sv/h偲摨偠乯埲壓偵尷傞丅
丒張暘応傊堏摦拞傕杫側偳偐偗偰旘嶶偝偣側偄偙偲丅乮兛慄偵傛傞撪晹旐敇傪杊偖偨傔乯
丒張暘応偱偼塉悈側偳偱棳傟弌側偄傛偆偵偡傞丂偙偲丅
丒50僙儞僠埲忋偺暍搚傪偟偰丄曻幩慄検偑0.14兪sv/h埲壓偵偡傞偙偲丅
丒戝婯柾側愓抧棙梡偼丄壢媄挕偵帠慜捠抦偡傞偙偲丅
丂偙偺帪偼丄儕僒僀僋儖偼憐掕奜偱偟偨丅
丂惢昳偵偼儕僒僀僋儖偱偒傞傕偺偲偱偒側偄傕偺偑偁傝傑偡丅儕僒僀僋儖傪岥幚偲偟偨僼僃儘僔儖僩偺嶻攑張暘偼嫋偝傟傕偺偱偼偁傝傑偣傫丅
仧僠僞儞傪巊偄懕偗傞偺丠
丂峼愇傪奜崙偺嶻抧偱惛楤偟曻幩惈暔幙偺崅偄晹暘傪偦偙偵幪偰偰偄傞壜擻惈偑偁傝傑偡丅巹偨偪偼僠僞儞傪巊偄懕偗偰椙偄偺偱偟傚偆偐丅
仧嵟屻偵
丂栙偭偰偄偨傜僼僃儘僔儖僩偼巹偨偪偺恎嬤偵偳傫偳傫杽傔傜傟偰偟傑偆偱偟傚偆丅偦偆側傜側偄偨傔偵偙傫側峴摦傪採埬偟傑偡丅
丂
乽儗僕戃桳椏乿媊柋壔偣偢乧宱嶻徣偲娐嫬徣曽恓
丂僗乕僷乕側偳偱柍椏攝晍偝傟偰偄傞儗僕戃偺桳椏壔偵偮偄偰丄宱嵪嶻嬈徣偲娐嫬徣偼俀俉擔丄朄棩偵傛傞桳椏壔偺媊柋晅偗傪尒憲傞曽恓傪屌傔偨丅
丂椉徣偼丄棃擭偺捠忢崙夛偵採弌偡傞梕婍曪憰儕僒僀僋儖朄偺夵惓埬偵丄儗僕戃偺巊梡検傪尭傜偡婇嬈偺搘椡媊柋傪惙傝崬傒丄幚幙揑偵儗僕戃偺桳椏壔傪懀偡偑丄捈愙揑偵嫮惂偡傞偙偲偼尒憲傞丅
丂儗僕戃偺桳椏壔偼丄僑儈尭傜偟偺桳椡側庤抜偲偟偰椉徣偑偦傟偧傟偺怰媍夛偱専摙偟偰偒偨丅椉徣偑奺怰媍夛偵採帵偟偨曬崘彂埬側偳偵傛傞偲丄儗僕戃偼丄彫攧嬈幰側偳偵巊梡検傪尭傜偡搘椡媊柋傪壽偟丄偦偺庤抜偲偟偰丄桳椏壔傪桳椡側慖戰巿偲偟偰偁偘偰偄傞丅
丂椉徣偼丄巜恓側偳傪嶔掕偟偰丄婇嬈偵嶍尭栚昗偺愝掕傗幚巤忬嫷偺曬崘側偳傪媮傔丄嶍尭搘椡偑晄廫暘側帠嬈幰柤傪岞昞偟偨傝丄姪崘丄柦椷側偳傪峴偭偰丄幚幙揑偵桳椏壔傪懀偟丄攦偄暔戃偺帩嶲傪恑傔傞曽恓偩丅
2006擭12寧12擔 丂Patagonia, Inc./搶儗
搶儗偲僷僞僑僯傾幮偵傛傞僫僀儘儞6偺儅僥儕傾儖儕僒僀僋儖偺庢傝慻傒偵偮偄偰
丂Patagonia, Inc.(杮幮丗暷崙僇儕僼僅儖僯傾廈償僃儞僠儏儔丄埲壓僷僞僑僯傾幮)偲搶儗姅幃夛幮(杮幮丗搶嫗丄埲壓搶儗)偼丄偙偺搙丄僫僀儘儞6偺儅僥儕傾儖儕僒僀僋儖偵傛傞堖椏昳傪揥奐偟傑偡丅2007擭廐搤暔偐傜儚乕僋僷儞僣(僷僞僑僯傾彜昳柤丗儊儞僘丒儚乕僋僄儞僟乕丒僷儞僣)丄2008擭弔壞暔偐傜僒乕僼儃乕僪僔儑乕僣(摨丗儊儞僘丒僂僃乕僽僼僃傾儔乕丒儃乕僪丒僔儑乕僣)側偳丄悽奅12僇崙丄2,000揦偱斕攧傪奐巒偟傑偡丅
丂 崱夞偺庢傝慻傒偱偼丄搶儗偑丄僫僀儘儞6慇堐傪惢憿偡傞嵺偵敪惗偡傞婯奿奜昳傪梟梈丄僠僢僾壔偟丄偙傟傪嵞傃朼巺偡傞偙偲偱僫僀儘儞6慇堐傪惢憿偟傑偡丅僷僞僑僯傾幮偼丄偙偺儕僒僀僋儖僫僀儘儞6慇堐傪梡偄偰堖椏昳傪惢憿丄斕攧偟傑偡丅偙偺儅僥儕傾儖儕僒僀僋儖偵傛傞堖椏昳偼丄尨桘桼棃偺僶乕僕儞僫僀儘儞6慇堐巊梡偺堖椏昳偵斾傋丄栺1/6偺僄僱儖僊乕偱惢憿偡傞偙偲偑壜擻偱偁傝丄傑偨丄惢憿岺掱偵偍偗傞擇巁壔扽慺偺攔弌検傕丄栺1/5偲戝暆偵嶍尭偟偰偄傑偡丅
丂
抧媴娐嫬偵懳偡傞徚旓幰堄幆偑崅傑傞嶐崱丄堖椏昳偵偮偄偰傕娐嫬傊偺攝椂偑媮傔傜傟偰偄傑偡丅拞偱傕丄傾僂僩僪傾傪巙岦偡傞恖乆偺堄幆偼摿偵崅偔丄傾僂僩僪傾堖椏偺傾僂僞乕偺栺7妱傪愯傔傞偲偄傢傟傞僫僀儘儞偺堖椏昳暘栰偵娐嫬攝椂宆偺惢昳傪揥奐偡傞偙偲偼丄旕忢偵堄媊偺偁傞庢傝慻傒偱偡丅偙偺搙丄崙撪嵟戝庤偺僫僀儘儞儊乕僇乕偱偁傞搶儗偲丄傾僂僩僪傾堖椏昳偺僩僢僾僽儔儞僪偱偁傞僷僞僑僯傾幮偑嫟摨偱庢傝慻傒傪奐巒偡傞偙偲偱丄悽奅偱懡偔偺曽乆偵娐嫬攝椂宆偺惢昳傪偍撏偗偱偒傞傕偺偲峫偊偰偄傑偡丅
丂
搶儗偲僷僞僑僯傾幮偼丄婇嬈妶摦偺慡偰偺椞堟偵偍偄偰丄娐嫬傊偺塭嬁傪嵟彫尷偵梷偊傞傛偆搘傔傞偙偲傪丄偲傕偵愰尵偟偰偍傝傑偡丅偙偺搙偺儕僒僀僋儖偺庢傝慻傒傪偼偠傔丄崱屻偲傕椉幮偼丄帩懕壜擻側弞娐宆幮夛偺宍惉偵岦偗偰丄娐嫬偵桪偟偄惢昳傗僒乕價僗傪採嫙偟偰傑偄傝傑偡丅
亙 夛幮奣梫亜
僷僞僑僯傾幮
1. 愝棫 丗 1973擭
2. 杮幮強嵼抧 丗
暷崙僇儕僼僅儖僯傾廈償僃儞僠儏儔(Ventura,
California, USA)
3. 戙昞幰 丗 President & CEO Casey Sheahan(働乕僔乕丒僔乕僴儞)
4. 帠嬈撪梕 丗
擔杮丄儓乕儘僢僷偵巟幮傪抲偒丄僌儘乕僶儖偵帠嬈揥奐傪偡傞暷崙傾僂僩僪傾堖椏昳惢憿丒斕攧夛幮丅儅僂儞僥儞仌僗僲乕丒僗億乕僣(搊嶳丄僋儔僀儈儞僌丄僗僉乕丄僗僲乕儃乕僪)丄僆乕僔儍儞丒僗億乕僣(僒乕僼傿儞丄僷僪儕儞僌丄僼儕乕僟僀價儞僌)懠丄僼儔僀僼傿僢僔儞僌側偳丄婡夿偵棅傜側偄傾僂僩僪傾丒僗億乕僣偵昁梫側婡擻傪寭偹旛偊偨僂僃傾丄儔僎乕僕丄僊傾傪帺幮僽儔儞僪(PatagoniaR)偱揥奐偡傞丅
僷僞僑僯傾擔杮巟幮
1. 愝棫 丗 1988擭
2. 杮幮強嵼抧 丗 恄撧愳導姍憅巗
3. 戙昞幰 丗 擔杮巟幮挿丂Bill Werlin(價儖丒僂傽乕儕儞)
4. 帠嬈撪梕 丗
僷僞僑僯傾幮惢昳偺擔杮偵偍偗傞斕攧丅慡崙12偺捈塩揦偺傎偐丄栺200偺惓婯庢埖揦偑偁傞傎偐丄捠怣斕攧傕峴偭偰偄傞丅
2007擭8寧29擔 僔儍乕僾
攑僾儔僗僠僢僋晹嵽偺儕僒僀僋儖怴媄弍偺奐敪
丂2008擭搙偵嵞惗僾儔僗僠僢僋偺巊梡検1,000僩儞(2006擭搙斾1.6攞)傪栚巜偡
丂僔儍乕僾偼丄壠揹4昳栚(僥儗價丄僄傾僐儞丄椻憼屔丄愻戵婡)偐傜夞廂偟偨乽嬥懏晹昳傗堎庽帀偑晅拝偟偨忬懺偺廬棃偼攑婞張棟偝傟偰偄偨僾儔僗僠僢僋晹嵽乿偐傜丄崅弮搙偺億儕僾儘僺儗儞(PP)傪暘棧夞廂偟丄崅昳埵偺嵞惗僾儔僗僠僢僋偵儕僒僀僋儖偡傞媄弍傪嬈奅偱弶傔偰奐敪偟傑偟偨丅偙傟傪乬壠揹怴惢昳偺奜憰晹嵽乭偵嵞棙梡偡傞偙偲偵傛傝丄2008擭搙偵嵞惗僾儔僗僠僢僋偺巊梡検1,000僩儞傊偺奼戝傪栚巜偟傑偡丅
丂摉幮偼丄2001擭搙偵丄壠揹4昳栚偐傜夞廂偟偨扨堦慺嵽偺攑僾儔僗僠僢僋晹嵽(PP丗億儕僾儘僺儗儞傑偨偼PS丗億儕僗僠儗儞)傪壠揹怴惢昳偺晹嵽偲偟偰孞傝曉偟嵞棙梡偡傞乽帺屓弞娐宆儅僥儕傾儖儕僒僀僋儖乿偺媄弍傪奐敪丒幚梡壔偟丄怴昳僾儔僗僠僢僋偺巊梡検傪嶍尭偟偰壔愇帒尮偺愡栺偵搘傔偰傑偄傝傑偟偨丅堦曽丄偙偺庢傝慻傒傪偝傜偵恑傔傞偨傔偵偼丄攑僾儔僗僠僢僋偺夞廂検偲嵞惗僾儔僗僠僢僋偺梡搑奼戝偑壽戣偲側偭偰偄傑偟偨丅
丂崱夞丄偙偺攑僾儔僗僠僢僋晹嵽偺嵞惗偺偨傔偵丄乽崅岠棪嬥懏彍嫀儔僀儞乿傪娭惣儕僒僀僋儖僔僗僥儉僘姅幃夛幮仸2偵愝抲偡傞偲偲傕偵乽崅弮搙PP暘棧夞廂媄弍乿傪怴奐敪偟傑偟偨丅偝傜偵偙偙偱暘棧夞廂偟偨PP傪丄塅晹嫽嶻姅幃夛幮(戙昞庢掲栶幮挿
揷懞峗復)偺撈帺媄弍偱拝怓偟堎暔傪尒偊偵偔偔偡傞偙偲偱丄壠揹怴惢昳偺奜憰晹嵽傊偺嵞棙梡偑壜擻偲側傝丄帺屓弞娐宆儅僥儕傾儖儕僒僀僋儖偑幚尰偟傑偟偨丅
丂摉幮偱偼丄偙偺媄弍傪傑偢丄2007擭9寧偵椻憼屔仸3偺奜憰晹嵽傊嵦梡偟丄2008擭搙偵偼嵞惗僾儔僗僠僢僋慡懱偺怴惢昳傊偺巊梡検傪1,000僩儞偵偡傞栚昗(2006擭搙幚愌620僩儞)偱庢傝慻傫偱傑偄傝傑偡丅
丂崱屻傕丄儕僒僀僋儖媄弍偺妚怴傪恾傞偲偲傕偵丄嵞帒尮壔傪悇恑偡傞偙偲偱壔愇帒尮偺徚旓傪嶍尭偟丄婇嬈價僕儑儞偱偁傞乽2010擭抧媴壏抔壔晧壸僛儘婇嬈乿仸4偺幚尰傪栚巜偟偰傑偄傝傑偡丅
仸1 億儕僾儘僺儗儞(PP)偵揝丒傾儖儈僯僂儉側偳偺價僗傗僔乕儖偲偄偭偨嬥懏晹昳傗丄億儕僗僠儗儞(PS)傗傾僋儕儘僯僩儕儖丒僽僞僕僄儞丒僗僠儗儞(ABS)側偳堎側偭偨嵽幙偺庽帀偑晅拝偟偨忬懺偺廬棃偼攑婞張棟偝傟偰偄偨僾儔僗僠僢僋偺偙偲丅
仸2 僔儍乕僾偲嶰旽儅僥儕傾儖側偳7幮偑嫟摨偱弌帒偟偰偄傞壠揹儕僒僀僋儖夛幮
仸3 SJ-HD50P丄SJ-HD46P
仸4
乽摉幮偑慡悽奅偱偺帠嬈妶摦偱攔弌偡傞壏幒岠壥僈僗偺検乿傪壜擻側尷傝梷惂偡傞堦曽丄乽摉幮偑惗嶻偟偨懢梲揹抮偵傛傞憂僄僱儖僊乕偲彜昳偺徣僄僱儖僊乕岠壥偵傛傞壏幒岠壥僈僗嶍尭検乿傪戝偒偔奼戝偡傞偙偲偱丄2010擭搙傑偱偵壏幒岠壥僈僗偺嶍尭検偑丄攔弌検傪忋夞傞傛偆偵偡傞偙偲丅
Coca-Cola Sets
Goal to Recycle or Reuse 100 Percent of Its Plastic Bottles in
the U.S.
Coca-Cola today announced it is investing more than $60 million
to build the world's largest plastic-bottle-to-bottle
recycling plant
and support recycling in the U.S. These investments are part of a
comprehensive goal to recycle or reuse 100 percent of
the Company's PET (polyethylene terephthalate) plastic bottles in
the U.S.
"We have set an ambitious goal to recycle or reuse all the
plastic bottles we use in the U.S. market," said Sandy
Douglas, president Coca-Cola North America. "Our investments
in recycling infrastructure, coupled with our work on sustainable
package design, will help us reach this target."
World's Largest Bottle-to-Bottle Recycling Plant
The Coca-Cola Company and United Resource Recovery
Corporation (URRC)
will build the world's largest plastic bottle-to-bottle recycling
plant in Spartanburg, S.C. The plant will produce approximately
100 million pounds of food-grade recycled PET (polyethylene
terephthalate) plastic for reuse each year -- the equivalent of
producing nearly two billion 20-ounce Coca-Cola bottles.
"The long-term sustainability of our business depends on our
ability to ensure the sustainability of our packaging," said
Mr. Douglas. "This new recycling facility represents a
significant milestone as we work to advance recycling in the U.S.
and ensure a strong end-market for our PET packaging."
The new 30-acre Spartanburg plant will open in 2008 and will be
fully operational in 2009. It is part of a continuing effort by
Coca-Cola to support recycling in key markets. Coca-Cola also has
invested in recycling facilities in Switzerland, Mexico, Austria
and the Philippines.
Recycling plastic for reuse yields financial benefits, requires
less energy than producing bottles with virgin materials, and
reduces waste and greenhouse gases. Over the next ten years, the
Spartanburg recycling plant is expected to eliminate the
production of one million metric tons of carbon dioxide emissions
-- the equivalent of removing 21,500 cars from the road.
Coca-Cola has been focused on PET recycling and reuse since
introducing the first beverage bottle made with recycled material
in 1991. Since then, Coca-Cola has worked with URRC and other
partners to accelerate the development and commercialization of
environmentally-efficient and sustainable recycling technologies
throughout the world. Today, The Coca-Cola Company uses recycled
content in more than 17 countries, including the United States.
"Coca-Cola has staked a clear leadership position in its
approach to sustainable packaging," said Kate Krebs,
executive director, National Recycling Coalition (NRC). "The
new Spartanburg plant represents an end-to-end recycling model
that is world class and that I hope other industries will
follow."
For a video overview of the plant, visit http://www.eventstreams.com/recycling/
Coca-Cola Recycling
While PET has a high value as a recyclable in the marketplace,
not enough material is recovered to meet the increasing demand
for recycled content. To help bridge this gap and ensure ready
access to recycled material, Coca-Cola Enterprises, Inc., the
largest Coca-Cola bottler in North America, and The Coca-Cola
Company formed Coca-Cola Recycling LLC (CCR) in November 2006.
CCR is dedicated to recovering and recycling Coca-Cola packaging
materials used within the Coca-Cola system in the U.S. --
including PET, aluminum, cardboard and plastic film. CCR will be
developing cost-efficient solutions for reclaiming used beverage
containers and will establish centralized recycling centers
throughout the U.S.
Expanded Partnership with RecycleBank
Coca-Cola also continues to expand its relationship with curbside
collection organizations. The Company will be expanding its
partnership in RecycleBank and is expected to finalize its
investment in the company today. RecycleBank currently operates
in southern New Jersey, Delaware and Pennsylvania and will be
launching service in upstate New York, Vermont and Massachusetts
in the fall of 2007. RecycleBank plans to be in 100,000 homes by
the end of 2007. The additional investment will support a
national rollout of the RecycleBank program by 2009.
RecycleBank leverages new technology and innovative consumer
incentives to substantially increase household recycling
participation and rates. Since its launch in 2003, RecycleBank
has driven recycling rates in Philadelphia from 15 percent to
more than 50 percent, and household participation from 30 percent
to 90 percent.
"RecycleBank makes recycling easier and more convenient for
consumers," said Scott Vitters, director of sustainable
packaging, The Coca-Cola Company. "While consumers reap the
rewards of recycling through RecycleBank incentives, businesses
also benefit through the increased collection of valuable,
reusable materials like PET."
Recycled PET Merchandise Program
Coca-Cola also has introduced a line of merchandise made out of
recycled PET bottles. The products feature playful, pithy slogans
such as "I'm wearing post-consumer waste," and "My
white t-shirt is green", and is designed to inspire action
by making every bottle count. Coca-Cola apparel and consumer
products made with recycled PET are available online at
www.cokestore.com and at the New World of Coca-Cola in Atlanta.
The line will be available in retail locations across the United
States later this year.
Sustainable Package Design
Coca-Cola has a long history of designing packages with the
environment in mind. It commissioned the first study to examine
whole environmental impact of a package in 1969 and introduced
the first food grade plastic bottle made with recycled material
in 1991.
Since then, Coca-Cola has continued to improve the resource
efficiency of its packages. For example:
-- Aluminum cans, glass and plastic bottles have been reduced by
33 percent, 57 percent and 32 percent respectively since their
introductions.
-- In 2007, the DASANI bottle was redesigned to be lighter
weight, reducing plastic use by 30 percent.
-- The new 20-ounce contour bottle has been reduced by five
percent across all Coca-Cola brands.
-- Light weighting and bottle closure design efforts across all
Coca-Cola products in PET packages will save 100 million pounds
of plastic this year in the U.S.
The majority of Coca-Cola packages are not only recyclable; they
are among the most recycled in the world thanks to their high
end-use value.
-- The DASANI bottle features a light blue color specifically
designed to be compatible with recycling and has a cap that can
be recycled.
-- Approximately 70 percent of the primary packaging used to
deliver The Company's beverages in the U.S. is made from
aluminum, PET plastic and glass -- all of which are recyclable.
-- The remaining 30 percent of beverage volume delivered is
largely through highly efficient bulk packages such as refillable
steel tanks or concentrated bag-in-box containers for fountain
syrup.
About The Coca-Cola Company
The Coca-Cola Company is the world's largest beverage company.
Along with Coca-Cola, recognized as the world's most valuable
brand, the Company markets four of the world's top five
nonalcoholic sparkling beverage brands, including the Diet Coke,
Fanta and Sprite brands, and a wide range of other beverages,
including diet and light beverages, waters, juices and juice
drinks, teas, coffees, energy and sports drinks. Through the
world's largest beverage distribution system, consumers in more
than 200 countries enjoy the Company's beverages at a rate
exceeding 1.4 billion servings each day. For more information
about The Coca-Cola Company, please visit our website at
www.thecoca-colacompany.com.
About URRC
United Resource Recovery Corporation (URRC), headquartered in
Spartanburg, S.C., is a leader in PET recycling technology. In
1994, URRC completely revolutionized the PET recycling industry
by developing and patenting the world renown Hybrid UnPET process
for chemically super-cleaning PET flake for cost efficient food
grade packaging. In 1996, the company entered into a 5-year
development program with The Coca-Cola Company to commercialize
the process by producing food-grade quality PET chip for
bottle-to-bottle recycling.
URRC provides manufacturing in the United States and offers
licensing opportunities and engineering services for clients
world wide.
About RecycleBank
RecycleBank is a rewards program that motivates people to
recycle. It does this by quickly and easily measuring the amount
of material each home recycles and then converting that activity
into RecycleBank reward dollars that can be used at hundreds of
local and national rewards partners. RecycleBank is simple to
implement, market-driven and proven to work, saving
municipalities money and rewarding citizens for their
environmental stewardship. Visit www.recyclebank.com for more
information.